纤维增强SiC陶瓷基复合材料加工技术研究进展
袁 芳 徐 亮 赵国龙 王新永 陈旭辉 裴天河 魏金花 李晴凇 李军平 冯志海 王金明
(1 航天材料及工艺研究所,先进功能复合材料技术重点实验室,北京 100076)
(2 南京航空航天大学,机电学院,南京 210016)
纤维增强SiC 陶瓷基复合材料(Fiber Reinforced SiC Matrix Composites,FRCMC-SiC)是一类以连续纤维为增强体骨架、以SiC 陶瓷为基体经过不同工艺方法复合而成的复合材料,按照纤维种类不同可分为C纤维增强SiC基复合材料(Cf/SiC)和SiC纤维增强SiC基复合材料(SiCf/SiC)两种。FRCMC-SiC 复合材料综合了连续纤维优良的力学性能和SiC 陶瓷良好的物理化学性能,具有密度低、强度高、耐高温、抗氧化、耐腐蚀等优良性能,在航空、航天、能源、交通等领域具有广泛的应用前景,被认为是继C/C复合材料之后发展的又一新型战略性材料[1-3]。
FRCMC-SiC 复合材料的研究和发展已超过半个多世纪,国外从20世纪70年代后期开始一直致力于该类材料的设计、工艺、考核及应用研究。法国Snecma 公司生产的调节片、密封片在700 ℃工作100 h,减重50%,疲劳寿命优于高温合金,已在航空发动机实现装机使用,在超燃冲压发动机燃烧室、进气道前缘、主动冷却面板等方面也开展了大量研究工作[4-5]。作为高超声速飞行器大面积防热系统,Cf/SiC复合材料在X-37B、X-38、IXV 等飞行器头锥、鼻锥帽、迎风面盖板、控制舵等部分得到应用,替代原有金属防热系统实现结构减重和耐温等级提升,为飞行器设计和实现提供了基础与保障。其中,X-37B已成功完成5 次飞行试验,累积在轨时间达到2 865 d,表明Cf/SiC 复合材料在重复使用天地往返飞行器领域具有较好的应用潜力[6-7];
IXV 已成功完成首次高速再入飞行试验,飞行器表面最高温度接近1 649 ℃,飞行试验持续约100 min,除了验证飞行器的机动性和制导性能以外,也考察了包括Cf/SiC 复合材料在内的热防护系统的安全性和可靠性[8-10]。除此之外,国外在FRCMC-SiC 复合材料在卫星支架、空间光学系统、装甲防护、核聚变反应堆、燃气轮机热端部件、高性能跑车刹车系统等领域也开展了大量基础研究和应用技术工作,部分已实现成功应用。
国内从20世纪末开始开展FRCMC-SiC 复合材料研究,经过近30年的发展,相关科研院所和工业部门在高性能连续纤维研发技术、复合材料制备工艺、界面设计与微结构控制、表面抗氧化技术等方面开展了大量研究工作。西北工业大学多年来一直从事FRCMC-SiC 复合材料化学气相浸渗工艺研究,解决了基于增强纤维、界面相、基体与涂层的微结构单元强韧化协同问题,在薄壁结构件的成型和致密化方面具有较为成熟的工艺技术[1,5,11]。航天材料及工艺研究所、上海硅酸盐研究所、国防科技大学、沈阳金属研究所、中航复合材料有限公司、航天非金属材料研究所、中南大学等单位在FRCMC-SiC 复合材料前驱体浸渍/裂解法(PIP 法)、化学气相浸渗法(CVI法)、反应熔渗法(RMI 法)研究比较深入,基本形成了适用不同微观结构、不同性能水平、不同尺寸量级、不同使用需求条件的复合材料体系和制备工艺技术[12-15]。目前,国内FRCMC-SiC 正处于全面发展和应用阶段。
FRCMC-SiC 由基体、纤维和界面组成,其中SiC基体或SiC纤维(SiCf/SiC)属于超硬脆性材料,导致材料存在高硬度、大脆性和各向异性特点,使得高精度低损伤加工技术成为这类材料工程应用必须解决的关键技术之一,特别是对于航空航天具有复杂曲面、凹腔、沟槽、孔洞、台阶等结构更是如此[16-17]。本文主要综述近年来纤维增强SiC 陶瓷基复合材料加工技术研究进展,综合和分析不同加工方法加工原理、理论模型构建、工艺参数优化、表面质量控制与损伤形成机制等,讨论现有研究存在的主要问题,对未来研究方向提出展望。
纤维增强陶瓷基复合材料的常规机械加工技术主要包括磨削、铣削、车削和钻削等,国内大连理工大学、天津大学、南京航空航天大学、航天材料及工艺研究所、东北大学、华侨大学等单位围绕上述常规机械加工技术开展了系统深入研究,重点主要集中在工艺参数优化、材料去除机理、刀具优选和刀具失效机理等方面。
1.1 磨削加工
磨削是纤维增强陶瓷基复合材料构件获得最终加工表面和尺寸精度的常用机械加工工艺,现有研究主要针对复合材料的磨削特性、纤维方向角对材料磨削过程的影响、加工表面质量和磨削去除机制等方面开展。张立峰等[18-22]研究了Cf/SiC 复合材料的磨削特性,建立了磨削力预测模型并开展了金刚石砂轮磨削试验,分析了纤维方向角、磨削用量等对磨削力和加工表面质量的影响,揭示了磨削机理。结果表明磨削用量对磨削力具有显著影响,磨削力随磨削速度的提高而降低,而随着磨削深度和进给速度的增大而增大;
纤维方向角对材料去除方式和加工表面粗糙度有较大影响;
复合材料以脆性去除为主,材料的破坏形式主要是基体开裂、界面失效和纤维断裂的综合模式。CAO 等[23]研究了磨削用量和纤维方向角对磨削力和磨削表面质量的影响,结果表明提高砂轮速度可提高加工表面质量,而当纤维方向角为0°时切削力最大,纤维方向角不同时材料去除机制不同。TAWAKOLI 等[24]对比分析了常规磨削和断续磨削两种方法加工Cf/SiC 复合材料的磨削力和表面质量,结果表明断续磨削可减少划擦和犁耕效应,降低磨削比能,从而获得了较高的表面质量,加工表面粗糙度Ra可达0.3 μm(目前文献报道的最小表面粗糙度)。XU 等[25-27]研究了磨削速度和纤维方向角对磨削力和表面质量的影响规律,结果表明提高磨削速度可降低磨削力、提高表面质量,不同纤维方向角时加工表面粗糙度不同,如图1所示。

图1 不同磨削纤维角时2D Cf/SiC复合材料的加工表面形貌[26]Fig.1 Morphology of the ground surfaces after different grinding fiber angles of 2D Cf/SiC composite[26]
在磨削机理方面,单颗磨粒划擦实验是研究磨削机理的主要方法。LI 等[28]开展了单向Cf/SiC 复合材料的单颗磨粒划擦实验,结果表明复合材料发生脆性断裂,材料破坏形式包含基体脆性破坏、纤维断裂、纤维拔出和界面脱粘。LIU等[27]通过单颗磨粒划擦实验研究了2D Cf/C-SiC 复合材料的磨削机理,发现复合材料以脆性模式去除,即基体产生裂纹,基体/纤维脱粘和纤维断裂,而磨粒切入角对纤维束的去除形式有较大影响(图2)当磨粒沿经向和纬向切入时,受磨粒挤压作用,纤维束和基体发生大面积脱粘,纤维束呈大块断裂;
当磨粒沿法向切入时,纤维束发生剪切断裂或弯曲断裂,此时纤维束和基体仅有小面积脱粘,因此纤维束碎断并拔出,在加工表面留下小孔洞。YIN等[29]研究了磨削速度对SiCf/SiC复合材料去除机理影响的研究,结果表明沿纤维经向,高速磨削时纤维发生脆性断裂,基体发生撕裂;
而在低速磨削时,纤维发生犁耕现象,基体发生涂抹。沿纤维纬向,高速磨削时纤维被完全去除;
而低速磨削时发现有残留未切断的纤维。LIU 等[30]使用平底和锋利金刚石磨粒划擦2D Cf/SiC 复合材料实验发现,两种磨粒作用下SiC 基体均以脆性模式去除,加工表面存在裂纹、基体剥落、纤维拔出和纤维冒头等缺陷。使用锋利金刚石磨粒划擦时,SiC 基体和SiC 纤维还发生了塑性断裂,如图3所示。

图2 单颗磨粒切割纤维束的三种模式[27]Fig.2 Three modes of the single-grain cutting into a fiber bundle[27]
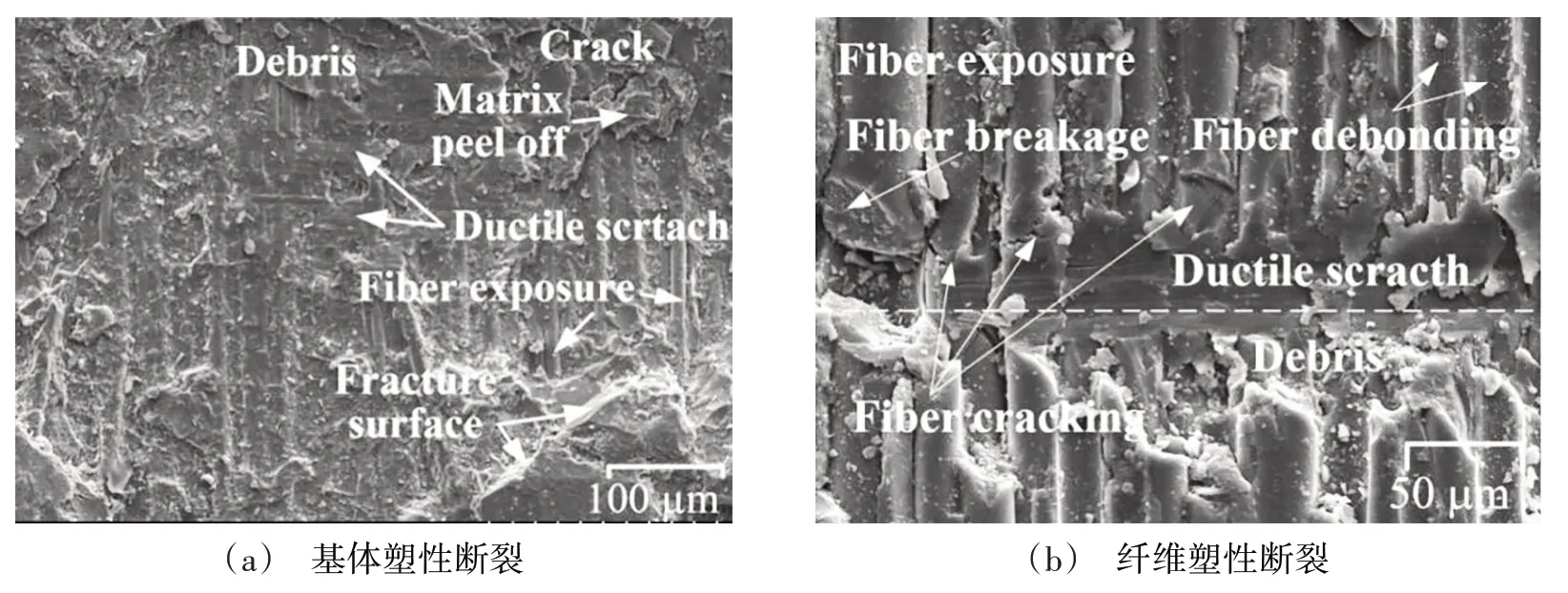
图3 锋利金刚石磨粒划擦SiCf/SiC复合材料的表面形貌[30]Fig.3 Morphology of SiCf/SiC composite after scribing by sharp diamond grit[30]
为了改善Cf/SiC复合材料的磨削性能,国内外学者将微量润滑(MQL)技术应用到Cf/SiC复合材料的磨削加工中。ADIBI等[31]对比研究了干磨削、MQL磨削和使用切削液磨削Cf/SiC复合材料的磨削力和加工表面质量,结果表明MQL作用下磨削力最小、砂轮磨损最低、加工质量最高。与干磨削相比,MQL作用下磨削力降低了38.88%,磨削比提高了115.38%,表面粗糙度Ra降低了75.26%。QU等[32-33]研究了MQL磨削Cf/SiC复合材料过程中MQL的作用机制,其工艺原理示意图如图4所示。磨削过程中,微量润滑液体进入工件材料的缺陷区域,如纤维拔出孔和基体裂纹处,磨削热导致水蒸发,带走大量的热量,从而降低了磨削温度。同时,润滑介质在磨粒和工件材料之间形成油膜,降低了摩擦力,提高了砂轮寿命。与干式磨削和使用切削液磨削相比,微量润滑磨削的表面粗糙度最小,加工质量最优,如图5所示。
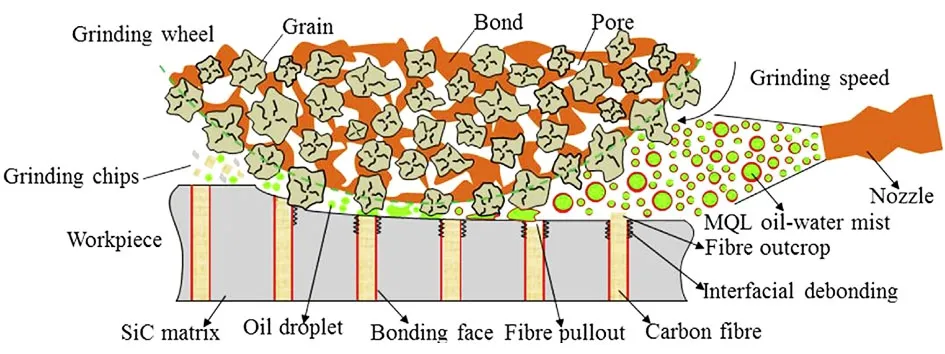
图4 微量润滑磨削Cf/SiC复合材料[32]Fig.4 MQL grinding of Cf/SiC composite[32]

图5 干磨削、湿磨削和MQL磨削Cf/SiC复合材料的Sa对比[32]Fig.5 Surface roughness of the Cf/SiC composite under dry,wet and MQL grinding[32]
1.2 钻削加工
孔加工是航空航天领域高端装备制造装配过程中极为重要的工艺组成部分,即使纤维增强陶瓷基复合材料结构件可以使用近净成形以减少材料的二次加工,但是近净成形工艺难以获得高质量孔,不可避免要使用制孔工艺。航空航天装备中装配孔的数量巨大,对高效制孔提出了迫切需求。纤维增强陶瓷基复合材料结构件连接装配后,通常无法采用二次复合工艺消除连接间隙和材料缺陷,因此高精度高质量制孔成为保障装配可靠性的关键。国内外学者针对纤维增强陶瓷基复合材料的制孔工艺建模、参数优化、材料去除机理等方面开展了大量研究。
毕铭智[34]采用高速钢、硬质合金、PCD 和电镀金刚石刀具钻削三维针刺Cf/SiC 复合材料的对比试验表明,PCD 刀具加工获得的孔质量和精度最高,轴向力比高速钢和硬质合金分别低60%和46%,PCD 刀具寿命是硬质合金刀具的4 倍。钻削轴向力随主轴转速提高而降低,随进给速度提高而增加,且进给速度对轴向力影响最大。孔壁有毛刺,孔出口产生了崩边缺陷。张国栋等[35]开展了钎焊金刚石钻头钻削C/C-SiC 复合材料试验,研究了钻削用量,即钻头转速和进给量对钻削力和孔出入口质量的影响规律。结果表明,钻削力随着转速的增加而降低,随着进给量的增加而升高;
钻削力对孔质量有显著影响,且孔的入口质量比出口质量高。钻孔过程中,由于孔出口处材料处于单边约束状态,在钻头的推挤作用下,孔出口处常常产生撕裂或崩边等缺陷。为了解决上述问题,XING 等[36]在C/C-SiC 复合材料钻孔试验中,在材料出口侧采用石墨板作为支撑层,支撑层不仅提高了工件的刚度,而且使得出口处材料得到双向约束,降低了出口缺陷(图6)。钻削参数对钻削力、孔质量和刀具磨损具有显著影响,随着钻削速度的提高和进给量的降低,钻孔质量升高。纤维方向和切削速度方向对加工质量有较大影响,当两方向夹角为90°~180°时,加工导致材料分层减弱。

图6 未使用和使用石墨支撑层进行钻孔的装夹示意图[36]Fig.6 Drilling types with and without supported graphite plate[36]
由于纤维增强陶瓷基复合材料具有高硬度、各向异性和非均质性等特性,其钻削过程中钻削力呈现不对称性,容易导致钻头偏斜甚至折断。DIAZ等[37]采用概率论方法建立了考虑SiCf/SiC复合材料特性的钻削力模型,如图7所示,并开展了钻削试验研究。材料的高硬度导致高钻削力,材料的各向异性和非均质性导致钻削过程中产生径向分力;
材料不同部位处纤维、基体和气孔的体积分数不同,所以钻削过程中径向分力不断变化。为了探明加工缺陷形成机制,DIAZ等[38]采用拉曼光谱法检测了SiCf/SiC复合材料钻削过程中由于机械应力和热应力而导致的材料应变,探明了材料特性对加工过程的影响。SiC纤维以脆性去除为主,加工获得的残余应力为拉应力,因此热应力梯度是导致纤维应变的主要原因。而SiC基体以塑性去除为主,加工获得的残余应力为压应力,因此机械应力是导致基体应变的主要原因。

图7 复合材料不同部位处钻头所受径向力示意图[37]Fig.7 Radial forces on the drill bit at different parts of the composite[37]
螺旋铣削(Helical Milling)制孔,也称为行星钻(Orbital Drilling)是使用高速旋转的立铣刀沿着螺旋线轨迹进给,从而在工件上铣削出直径大于立铣刀直径的圆孔的新工艺。该工艺中立铣刀沿螺旋轨迹进给,将工件材料逐层铣削去除,因此比常规钻削工艺的轴向力低,出口毛刺少;
由于加工孔的直径比刀具直径大,切削区域不封闭,散热条件好,易于排屑,因此比常规钻削的切削温度低,且一把刀具可以加工多种规格的孔。张瑾瑜等[39]对比研究了Cf/SiC 复合材料螺旋铣削和钻削制孔效果,表明由于螺旋铣削采用偏心加工,消除了麻花钻横刃的挤压作用,因此轴向力降低,螺旋铣孔的轴向力约为钻削孔轴向力的56.9%,孔壁粗糙度和孔径差均小于钻削,且加工缺陷降低(图8)。

图8 Cf/SiC复合材料钻孔和螺旋铣孔的出入口质量[39]Fig.8 Hole qualities of Cf/SiC composite obtained with drilling and helical milling processes[39]
1.3 铣削加工
磨削加工虽然可获得较高的加工表面质量和精度,但其加工效率依然较低,当材料去除量较大时,使用铣削刀具加工纤维增强陶瓷基复合材料可大幅度提高加工效率。现有研究结果表明,金刚石刀具是加工陶瓷基复合材料的理想刀具,使用金刚石刀具可获得较高的使用寿命和良好的加工表面质量[40-45]。HU 等[46]使用PCD 刀具铣削二维Cf/SiC 复合材料的研究表明,随着铣削速度的增加,切削力和加工表面粗糙度均降低,而进给速度对切削力和加工表面粗糙度的影响趋势则相反;
材料去除机理为纤维断裂、基体破碎和纤维-基体脱粘;
当纤维方向角为90°时加工表面质量最优(表面粗糙度Sa为2.028 μm)。何涛等[47]研究了PCD 刀具铣削Cf/SiC 复合材料的表面完整性,结果表明提高切削速度能改善表面质量,增大切深会使表面质量严重恶化,加工表面存在纤维层状脆断、拔出和纤维束断裂等缺陷。
现有针对纤维增强陶瓷基复合材料铣削加工的研究大多集中在工艺参数对切削力和加工质量的影响,并对工艺参数进行优化,而忽略了切削温度的研究。复合材料对加工冷却条件要求苛刻,若使用切削液来降低切削温度,则切削液会渗入材料固有的孔洞中,在刀具的挤压作用下,孔洞内的切削液会导致裂纹萌生并向材料内部扩展,造成严重的亚表层损伤。因此,复合材料必须在干切削或近干式切削条件下加工,由于复合材料的高硬度和强耐磨性,切削温度高,不仅导致刀具磨损速率快,而且降低了加工质量。徐亮等[48-50]开展了低温铣削纤维增强陶瓷基复合材料的相关研究,搭建了低温加工装置,对比研究了干切削、液氮和低温CO2冷却铣削Cf/SiC 复合材料的切削力、切削温度、刀具寿命和加工表面质量,研究了材料去除机理和刀具失效机理(图9)。研究结果表明,干切削Cf/SiC 复合材料的切削温度可达700 ℃,且切削力大、刀具失效快,导致加工损伤严重。低温介质大幅度降低了切削温度(降低了40%以上),相同切削用量下刀具寿命提高了50%以上。低温铣削中复合材料以脆性去除为主,PCD 刀具磨损机理主要是磨粒磨损。张健强[51]研究了液氮和室温条件下Cf/SiC 复合材料的拉伸、弯曲强度和微观组织演变,表明两种温度下复合材料的力学性能相当,且微观组织无明显变化。由此可见,低温加工不仅可以降低切削温度,提高刀具寿命和加工效率,而且对复合材料的性能没有影响,在复合材料加工领域具有良好应用前景。SHYAM 等[52]开展了MQ 铣削Cf/SiC 复合材料的试验研究,对比分析了自制的蔬菜基绿色切削油(vegetable-based green cutting fluid)和商业化石油基矿物油对加工质量的影响。结果表明自制的绿色切削油可获得更高的加工表面质量,表面粗糙度降低了17%,加工缺陷主要包括纤维拔出、纤维断裂、基体裂纹和界面脱粘。
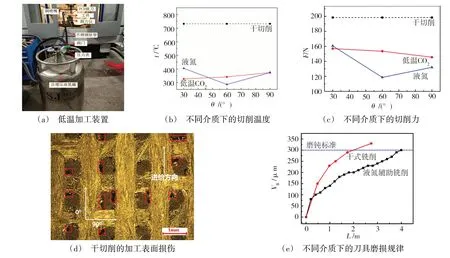
图9 Cf/SiC复合材料加工试验结果[48-50]Fig.9 Machined experimental results of Cf/SiC composite[48-50]
刀具被誉为工业的“牙齿”,在纤维增强陶瓷基复合材料的常规机械加工中,刀具材料和结构对于加工效率、加工质量具有重要影响。刀具材料方面,王平等[40]选用人造金刚石聚晶车刀对Cf/SiC 复合材料进行车削加工试验,研究表明选取适合的刀具和切削参数能够有效保证Cf/SiC 复合材料的加工质量,加工Sa达到了6.3 μm,尺寸精度达到0.03 mm。加工刀具的改进作为提高Cf/SiC 复合材料加工质量和加工效率的重要途径之一,使得学者们也纷纷对适用于Cf/SiC 复合材料加工的刀具进行了研究。向道辉等[53]制备了碳纤维复合材料专用CVD金刚石涂层刀具,并对比了该CVD 金刚石涂层刀具与普通硬质合金刀具的钻削性能。毕智铭等[34]选用高速钢刀具、普通硬质合金刀具、PCD 刀具和电镀金刚石刀具分别对Cf/SiC 复合材料进行钻削、铣削加工试验,确定了PCD刀具是加工Cf/SiC复合材料的最佳刀具,并分析了工艺参数对加工质量的影响。吴煜斌等[54]试验分析了金刚石铣刀、硬质合金铣刀、金刚石磨棒和超硬铣刀加工Cf/SiC 复合材料的切削性能,结果表明相比其他三种刀具,金刚石铣刀能有效地改善加工表面粗糙度,提高亚表面质量。相关研究表明,相比于传统的硬质合金刀具和涂层刀具等,PCD 刀具更为适合碳纤维增强陶瓷基复合材料的加工,但是研究仅停留于对比不同结构、材料的刀具的加工性能,确定适用于纤维增强复合材料加工的刀具材料种类,即针对现有刀具进行选型,开展切削匹配性研究。
刀具结构研究方面,陈杰等[55]研究了PCD 刀具几何参数对2D Cf/SiC 复合材料铣削力、表面粗糙度和加工缺陷的影响规律。结果表明,刀具前角和钝圆半径对铣削力具有显著影响,随着前角和钝圆半径的增大,铣削力和轴向力增大。当刀具前角为3°,后角为20°,刃口钝圆半径为10 μm 时,加工质量最优。ZOU等[56]采用PCD 刀具对2D Cf/SiC复合材料进行了钻削加工,分析了钻头后角以及顶角分别对钻削性能的影响。LACALLE 等[57]通过试验,研究了不同涂层“菠萝”刃铣刀铣削复合材料时的切削加工性能。并分析材料加工缺陷产生的原因,“菠萝”刃铣刀将切削刃离散化,提高了加工效率,但是该铣刀制备工艺较为繁琐,生产成本高,而且切削刃离散化使得容屑槽空间较小,切屑不易排出,热量积聚使得切削区域温度高,涂层易脱落,刀具磨损严重而无法继续使用。
另外,LACALLE 等[57]还通过优化刀具结构来改变轴向力方向的方法,设计了压迫式立铣刀。侧刃呈左右旋反向结构,切削刃沿轴向具有左旋和右旋的螺旋槽,切削时可将工件材料置于螺旋角交叉处,通过改变铣削加工时的轴向力方向,从而实现抑制材料分层的目的。该铣刀能够有效抑制复合材料铣削加工时的加工缺陷,但是因为切削刃较长,铣削复合材料时切削力大,刀具磨损快。苗光等[58]针对复合材料的铣削加工,设计了一款交错PCD 立铣刀。将四个倾角方向不同的PCD 刀片焊接到硬质合金刀体上,相邻刀齿的倾角大小相同,但方向不同,加工时有效抑制了碳纤维复合材料的加工缺陷。现有针对刀具结构设计方面的研究多为针对碳纤维增强树脂基复合材料加工刀具的设计,而针对FRCMC-SiC复合材料铣削加工的专用刀具结构设计等方面的文献较少,相关研究亟待开展。
特种加工技术也称为“非传统加工技术”(Non-Traditional Machining,NTM),指利用热能、电能、光能、化学能等能量达到去除或增加材料的加工方法。纤维增强陶瓷基复合材料的特种加工技术主要包括激光加工、电火花加工、水射流加工等,国内西北工业大学、西安交通大学、山东大学、哈尔滨工业大学、中航工业复合材料技术中心等单位围绕特种加工工艺、能量对材料的作用机理、工艺参数优化和加工质量等开展了大量研究工作。
2.1 激光加工
激光加工是利用高能量密度的激光束使工件材料去除、变形、改性、沉积或连接等的加工技术。激光能量作用集中、效率高、可控性高,且激光加工属于非接触加工,不产生机械应力,不存在刀具磨损和替换等问题,适合加工如纤维增强陶瓷基复合材料等的高硬度、高脆性材料。目前激光加工纤维增强陶瓷基复合材料的研究主要集中在激光的选择、加工工艺、加工参数优化和材料去除机理等方面。
激光包括脉冲激光和连续激光两类,其中脉冲激光如纳秒、皮秒和飞秒激光等的单脉冲能量很高,可以在极短时间内使作用区域的工件材料温度上升到材料的熔点或升华温度,从而达到去除或改性材料的目的。ZHANG 和LIU 等[59-60]使用皮秒激光加工Cf/SiC 复合材料微孔,研究了激光参数如能量密度、扫描速度、填充间距等对微孔加工质量的影响。结果表明复合材料的激光钻孔过程中产生熔渣和等离子体,吸收了部分激光能量,导致微孔呈锥形,微孔出口处圆度较低,加工精度低;
同时微孔周围和内壁上附着熔渣,降低了加工质量。ZHAI 等[61]使用皮秒激光在Cf/SiC 复合材料表面制备微沟槽,发现激光能量密度对微沟槽形状和加工质量具有显著影响,当激光能量密度较高时,微沟槽的形状精度和加工质量较高;
使用氩气保护可避免微沟槽表面氧化。WANG 等[62]对比研究了飞秒激光和皮秒激光加工Cf/SiC 复合材料的加工效率和质量,结果发现皮秒激光加工的表面呈波浪形,附着有纳米氧化物颗粒,表明材料发生了热熔融;
采用低功率的飞秒激光加工的表面质量较高,加工损伤较少。
激光加工中,经透镜透射后的激光束呈锥形,因此激光钻孔或激光切割的材料截面也呈现锥形,当孔深增大或板材厚度增加时,加工精度越低。刘壮等[63]开展了飞秒激光加工SiCf/SiC 复合材料厚板的孔型特征研究,表明激光能量密度对孔深和锥度影响较大,在优化激光参数下,小孔锥度仍然达到了12.38°。为了进一步降低激光钻孔的锥度,LIU 等[64]开展了Cf/SiC 复合材料的激光环钻制孔试验研究和工艺参数优化,结果表明环钻工艺可有效降低孔的锥度;
工艺参数优化后,孔的锥度进一步降低,且激光热影响层厚度降低,如图10所示。
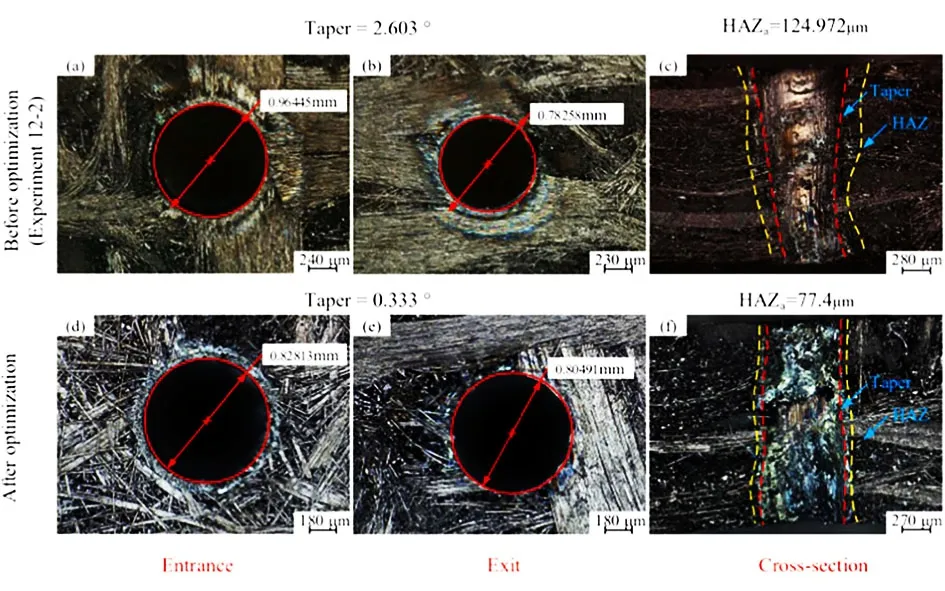
图10 激光环钻制孔的锥度和热影响层[64]Fig.10 Taper and HAZ of the holes machined with laser trepan drilling[64]
ZHAI 等[65]研究了飞秒激光加工SiCf/SiC 复合材料的加工机理,飞秒激光去除SiCf/SiC 复合材料是一个复杂的物理化学过程,包含激光能量的吸收、热传导、雪崩电离、等离子体膨胀、液相爆破和其他过程,如图11所示。当激光能量和光斑重叠率较高时,材料去除过程以光热效应为主导,此时复合材料发生融化并飞溅出来;
由于表面张力作用,飞溅出来的熔融物质将分散并收缩成为颗粒,从而形成观察到的火花现象,如图11(a)所示。当激光能量和光斑重叠率较低时,材料去除过程以光化学效应为主导,此时复合材料吸收多光子能量后发生电离,形成等离子体,如图11(b)所示。

图11 飞秒激光加工SiCf/SiC复合材料机理和试验观察[65]Fig.11 Mechanisms and experimental observations of picosecond laser machining of SiCf/SiC composite[65]
2.2 电火花加工
电火花加工技术(EDM)是通过工件电极和工具电极之间脉冲性火花放电时的电腐蚀来去除材料,以达到对工件尺寸、形状和表面质量要求的加工技术。
C 纤维和SiC 均为导电材料,YUE 和ZHANG等[66-67]研究了电火花加工Cf/SiC 复合材料的可行性和材料去除机理,结果表明EDM 过程中热应力超过复合材料的拉伸强度,导致材料发生破坏而去除,加工表面存在大量的裂纹和材料剥落等加工缺陷。电火花制孔试验发现,产生的碎屑会阻碍加工的进行,且碎屑堆积会导致二次放电,进一步降低了加工效率。使用Cu 电极可获得较高的尺寸精度和表面质量,但是电极会发生损耗。HE 等[68]开展了电火花线切割2D Cf/SiC 复合材料试验,表明纤维方向对加工表面粗糙度具有显著影响。加工缺陷主要包括纤维脱粘、碎屑和重铸层,且碳纤维产生了微裂纹。
由于纤维增强陶瓷基复合材料的导电率较低,且电火花加工过程中碎屑排出效率低,导致材料去除率较低。为了解决上述问题,WEI等[69-70]采用电极振动和电介质深度冲刷的方法促进碎屑排出,材料去除率和加工表面质量得到提高。电火花加工SiCf/SiC 复合材料的试验结果表明,高极间电压和低占空比可使碎屑排出效率升高,因此材料去除率得到升高。材料去除过程包括裂纹产生、裂纹扩展和材料脱落,基体材料的热膨胀和非导电纤维断裂是导致裂纹产生的主要原因。
2.3 磨料水射流加工
磨料水射流加工是以水为介质,通过高压发生装置获得较大能量,通过供料和混合装置将磨料加入到高压水射流中,形成固液两相混合射流,依靠磨料和高压水射流的高速冲击和冲刷,材料局部应力集中,从而产生冲蚀、剪切,实现材料去除的特种加工方法。磨料水射流加工工艺具有较强的切割加工能力,且对工件材料的厚度几乎没有限制;
该工艺产热少,且高速高压水射流可时时带走加工产生的热量,加工几乎没有热损伤;
该工艺还具有清洁环保的优点。
焦健等[71]开展了高压水射流加工SiCf/SiC 复合材料的试验研究,发现陶瓷基体被磨料水射流冲蚀,加工表面出现较多冒头纤维,切割面不平整。高压射流对复合材料工件的高冲击力导致材料表面处于压缩状态,而其内部处于拉伸状态。当拉应力超过材料的拉伸强度时,材料产生微裂纹,磨料对材料产生微切削作用而使材料发生脆性断裂去除。
复合加工一般定义为在传统加工工艺中同时使用另外一种或多种形式的能量以实现材料去除的加工技术,如使用热能(激光加热)或动能(超声振动)[72]。LAUWERS等[73]将复合加工工艺分为不同能量/工具的组合和不同作用机理的可控组合两类,其中前者又分为辅助加工(如激光辅助加工、超声振动辅助加工等)和组合加工(如电火花/电化学加工等),后者包括磨削硬化等。复合加工的目标是实现“1+1=3”的效果,即复合加工工艺既能综合多种工艺的优点,又能克服单个工艺的缺点,成为机械加工领域研究的重点和热点。
国内外学者针对纤维增强陶瓷基复合材料的复合加工技术开展了大量的理论分析、有限元仿真和试验研究,主要包括超声振动辅助加工、激光辅助加工、电火花和超声复合加工、水射流和激光复合加工等。研究结果均表明,相对于单个加工工艺,复合材料的复合加工中切削力和刀具磨损降低,材料的加工性和加工表面质量得到提高。
3.1 超声振动辅助加工
超声振动辅助加工(UVAM)是一种综合了传统机械加工和超声波技术的新型复合加工技术,是在刀具或工件上施加可控的高频振动,改变刀具与工件之间的接触和作用状态,使刀具与工件发生周期性的接触和分离。国内北京航空航天大学、南京航空航天大学、天津大学、大连理工大学等单位针对纤维增强陶瓷基复合材料的超声振动辅助加工技术开展了大量研究,研究结果表明超声振动辅助加工纤维增强陶瓷基复合材料可有效降低切削力,降低刀具与切削间的摩擦因数,提高加工效率、加工表面质量和刀具寿命。国内外学者围绕纤维增强陶瓷基复合材料的超声振动加工,设计搭建了超声振动装置[45,74-76],开发了超声振动加工、旋转超声振动加工和超声扭转振动加工等工艺[77-81],并研究了超声振动加工机理、加工工艺优化、刀具失效机理和损伤抑制方法等。
LIU等[82]研究了超声振动辅助铣削Cf/SiC复合材料中的切削力和表面质量,并与常规铣削加工进行了对比研究。结果表明,超声振动辅助铣削的切削力Fx、Fy和Fz分别降低了43.7%、29.16% 和68.09%。BERTSCHE等[83]对比研究了超声振动辅助磨削和常规磨削SiCf/SiC复合材料的切削力、刀具磨损和表面粗糙度,结果表明与常规磨削相比,超声振动辅助磨削的切削力降低了20%,刀具磨损降低了36%。
WANG 等[81,84]和LI 等[85]研制了超声振动辅助锉削实验平台,由超声波发生器、变幅杆、换能器、专用刀柄和机床等构成;
研究了超声振动辅助锉削Cf/SiC复合材料,建立了运动学模型分析加工机理,并开展了试验研究。发现超声振幅对切削力和表面质量具有显著影响,随着超声振幅的增加,加工表面粗糙度降低。同时,与常规锉削和磨削的对比研究表明,超声振动辅助锉削的加工表面质量和形状精度得到显著提升,切削力下降了40%~50%,但表面粗糙度高于常规磨削。
旋转超声振动加工(RUM)在旋转刀具的轴向施加超声振动,即超声振动方向与切削速度方向垂直。DING 等[86]研究了旋转超声振动辅助钻削Cf/SiC 复合材料的切削力、扭矩和钻孔质量,试验发现与未施加超声振动相比,施加超声振动后钻削力和扭矩分别降低了23%和47.6%,且钻孔质量得到提高,表面粗糙度降低了23%,如图12所示。为了进一步降低RUM 钻削Cf/SiC 复合材料的撕裂缺陷,WANG 等[87]采用阶梯锥套料钻加工Cf/SiC 复合材料,由于锥面的再加工效应,轴向力降低,孔出口的缺陷降低。旋转超声振动辅助钻削试验表明,使用阶梯锥套料钻加工的孔出口撕裂尺寸平均降低了30%,且增大超声振幅可进一步提高孔出口质量。XUE 等[88]研究了采用旋转超声振动辅助铣削加工的Cf/SiC 复合材料的疲劳特性,由于超声振动的作用,加工表面的残余压应力最高可达2 GPa,因此抑制了界面裂纹,并阻碍了纤维裂纹的扩展。与常规铣削加工的Cf/SiC 复合材料相比,旋转超声振动辅助铣削加工的Cf/SiC 复合材料的疲劳损伤率降低了80.5%,且疲劳试验后剩余拉伸强度可达95.8%。综上可知,旋转超声振动辅助加工不仅可以降低切削力,提高加工质量,还可以提高材料的使役性能,对扩大复合材料的应用具有重要的意义。

图12 旋转超声振动辅助钻削[86]Fig.12 Schematic diagram and experimental results of rotary ultrasonic machining[86]
超声扭转振动(UTV)加工是在刀具绕主轴转动的同时对刀具的主运动方向施加超声振动,即超声振动方向与切削速度方向相同。姜庆杰[89]开展了超声扭转振动铣削Cf/SiC 复合材料的试验研究,建立了超声扭转振动铣削的运动学模型,分析了切削力、加工质量和刀具磨损。结果表明,超声扭转振动铣削的切削力明显降低,该工艺可有效抑制毛刺、崩边等加工缺陷,减缓刀具磨损。WANG 等[90]研究了纵扭复合超声振动辅助钻削Cf/SiC 复合材料,将轴向超声振动与扭转超声振动同时施加于刀具上,与轴向超声振动辅助钻削相比,该工艺的钻削力降低了50%,显著提高了钻削效率,抑制了分层缺陷。
综上所述,与常规切削相比,超声辅助作用降低了切削力和刀具磨损,提高了加工表面质量,同时可以提高材料的疲劳性能。但针对超声振动辅助加工纤维增强陶瓷基复合材料的作用机理,目前尚无统一定论。ZHANG 等[91]揭示了超声振动对金刚石刀具磨损的影响机制,即超声振动加工过程中,由于刀具和工件断续接触,工件待加工表面材料发生氧化生成氧化膜,降低了金刚石刀具石墨化速率。
3.2 激光辅助加工
激光辅助加工(LAM)是利用激光的热效应软化待加工区域材料,在材料软化状态下使用刀具将其去除,从而降低了切削力,提高了材料的切削加工性。目前国内未见关于激光加热辅助加工在纤维增强SiC 陶瓷基复合材料领域的研究报道。ROZZI等[92]研究了激光加热辅助铣削Cf/SiC复合材料工艺,使用228 W 连续激光辐照待加工材料,在材料软化状态用PCD 刀具将其去除;
与常规铣削相比,新工艺的切削力降低了40%。但是,由于激光功率高,刀工接触区温度高达1 000 ℃,超过了金刚石材料的石墨化温度,PCD刀具的切削性能势必受到影响。
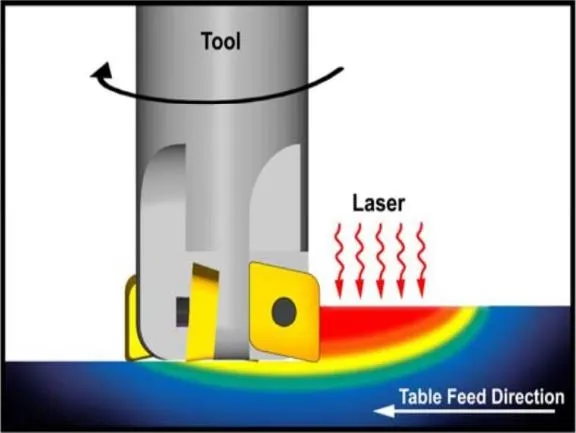
图13 激光辅助加工原理示意图[92]Fig.13 Schematic diagram of laser assisted machining[92]
ERDENECHIMEG 等[93]研究了激光加热辅助铣削Cf/SiC 复合材料过程的切削力和加工表面粗糙度。在激光辐照下,待加工区域工件材料的温度升高(1 100~1 300 ℃),强度降低。在相同的切削用量下,与常规铣削工艺相比,LAM 工艺的切削力降低了40.7%,表面粗糙度降低了33.8%。ZHOU 等[94]试验研究了激光烧蚀辅助砂带磨削Cf/SiC 复合材料的磨削力、磨削温度和加工表面粗糙度。激光光斑中心的瞬时最高温度可达3 000 ℃,超过了SiC 基体材料的分解温度(约2 700 ℃)和C 纤维的升华温度(约2 800 ℃),中心向外有较大温度梯度。激光光斑中心区域复合材料被迅速蒸发,光斑周围的复合材料发生化学反应生成疏松且均质的熔融层(SiO2和再结晶的SiC),因此材料的加工性得到提高。该工艺的磨削力、磨削温度和表面粗糙度分别降低了47%、40%和26%,砂带的磨粒磨损显著降低。
XU 等[95]对比研究了激光加热辅助微细切削和常规微细切削Cf/SiC 复合材料的加工缺陷和表面粗糙度,表明激光辅助切削可有效抑制毛刺、凹坑等加工缺陷,加工表面粗糙度Sa可达3.841 μm。DONG等[96]开展了激光加热辅助微细铣削SiCf/SiC 复合材料的研究,探索了激光加热温度(激光辐照区域工件材料的平均温度)对立方氮化硼微细铣刀的磨损和寿命的影响规律,分析了工艺的经济性。结果表明,在激光加热辅助作用下,刀具磨损降低了76%,刀具寿命提高了3.8 倍;
随着激光加热温度的升高,刀具磨损逐渐降低。与常规微细铣削工艺相比,在激光加热辅助微细铣削工艺中,当激光加热温度为1 307 ℃时,加工成本降低了32.3%。
由上述研究可知,在激光加热辅助作用下,复合材料的切削力得到显著降低,进而刀具磨损和加工缺陷降低。但是,纤维增强陶瓷基复合材料的熔点高、硬度高,材料软化、熔化甚至气化所需的温度很高,现有研究中激光加热温度均高于1 000 ℃。一方面激光热影响区较大,材料的物理力学性能发生改变,后续仍要将热影响区材料去除方可获得所需表面;
另一方面,高温会降低刀具的切削性能,尤其针对金刚石刀具或金刚石涂层刀具,高温将导致金刚石发生石墨化。WANG等[97]在研究激光加热辅助加工金属材料时发现,虽然激光加热辅助下切削力降低、刀具磨损速率降低,但是高温导致刀具刚度变弱并发生热膨胀,加工过程中容易发生跳动,降低了加工精度。为了解决上述问题,ZHAO等[98-109]提出了激光诱导氧化辅助加工新方法,使用脉冲激光辐照待加工区域工件材料,并辅助通氧,诱导材料与氧气发生可控氧化反应,生成疏松多孔的氧化层,显著提高了材料的切削加工性。使用刀具快速去除氧化层,大幅度提高加工效率。材料氧化所需温度较低,即所需激光功率较低,因此激光的热影响区较小,在精加工阶段仅去除很小余量的材料即可获得所需表面。由于激光功率低,且通过调节激光参数可以实现对氧化层尺寸的调控,因此该工艺的可控性高,为纤维增强陶瓷基复合材料高效高质量加工提供了新途径。
3.3 激光水射流加工
激光水射流加工(LWJM)是通过专用装置将激光束完全包含在水射流中,激光在水射流和空气界面处发生反射,沿着水射流路径传播,最终作用到工件表面(图14)[110]。由于水是光密介质,空气是光疏介质,基于全反射原理,当激光束从水射流进入到界面处时会发生全反射,因此水导激光原理上类似于光纤,激光能量全部作用到工件表面上,不会穿过水射流而损失。水射流冷却切削区,减小了激光热影响区;
同时水射流将切屑冲刷带走,避免了切屑累积或重凝在加工表面。
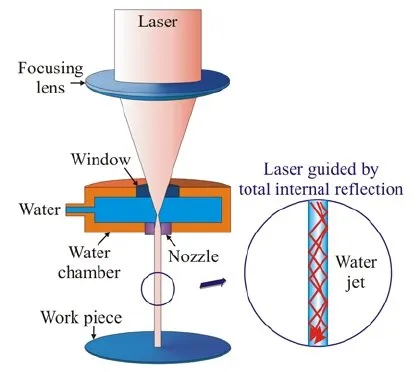
图14 激光水射流加工原理示意图[110]Fig.14 Schematic diagram of laser water jet machining[110]
徐俊杰[111]开展了SiCf/SiC 复合材料的水导激光加工工艺基础研究,搭建了纳秒绿光为激光光源的高耦合水压水导激光加工系统,并进行了划槽切割和打孔试验研究。采用多道直线的加工方式,切断了厚度为3 mm 的SiCf/SiC 复合材料,断面未发现重凝层和热影响区,仅发现少部分纤维断口有不同方向的台阶形貌,如图15所示。水导激光打孔时,采用螺旋轨迹加工了直径为1 mm 的孔,入口和出口的圆度较高,没有毛刺产生,但是孔内壁生成了较薄的重凝层。但是,水射流的稳定性对激光水射流加工具有较大影响,且当水射流会在复合材料表面形成一层水膜,阻碍了激光对材料的充分烧蚀。为了解决这个问题,BAI 等[112]提出了同轴螺旋气体辅助激光水射流加工技术(CGALWJ),以SiCf/SiC 复合材料为加工对象,开展了理论分析和试验研究。同轴螺旋气体的作用一方面保证了水射流的稳定性,提升了激光水射流的加工能力;
另一方面,气体促进了水快速从加工区域排出,并将切屑冲刷出来,阻止了切屑滞留和重铸层的生成,因此该工艺可以进一步提高加工效率和加工质量(图16)。

图15 水导激光加工SiCf/SiC复合材料的断口形貌[111]Fig.15 Sectional morphology of the SiCf/SiC composite machined with water jet guided laser machining[111]

图16 LWJ加工和CGALWJ加工效果对比示意图[112]Fig.16 Schematic diagrams of LWJ machining and CGALWJ machining[112]
FRCMC-SiC 复合材料具有优异的物理和化学性能,在航空航天、轨道交通、核工业和高性能光学系统等领域具有广泛应用前景。该类复合材料普遍采用近净成形的制备方法,但是为了保证复合材料构件的使役性能、安全性和可靠性,一般需要对制备后的材料进行机械加工以获得较高的尺寸精度、形位精度和表面质量。复合材料具有高硬度、大脆性、各向异性和非均质性等特点,是一种典型的难加工材料,给机械加工带来了挑战。国内外学者围绕Cf/SiC和SiCf/SiC 复合材料的常规机械加工、特种加工和复合加工工艺进行了较为系统的研究。
在常规机械加工技术中,磨削加工可获得较高的表面质量和加工精度,但是其材料去除效率普遍较低(<1 cm3/min)。切削加工由于高切削力和高切削温度,同时切削过程不稳定,刀具寿命普遍较短,换刀频率高且刀具成本高;
提高切削速度虽可降低切削力,但是进给速度和背吃刀量必须保持较低水平,限制了材料去除率的提升。通过前期调研分析,Cf/SiC 复合材料铣削加工的最高去除率为1.6 cm3/min(n=8 000 r/min,f=200 mm/min,ap=0.8 mm,Φ10电镀金刚石刀具)。由此可见,加工效率依然是制约FRCMC-SiC 在航空航天高端装备关重结构件中广泛应用的主要因素。
在特种加工技术中,激光加工的研究最多,工艺主要集中在激光制孔和激光加工表面微结构。激光能量作用集中,易于调控,尤其是脉冲激光的能量密度很高,可在极短时间内将作用区域材料熔融或气化,因此激光加工的材料去除率较高。但激光加工复合材料的表面质量和形状精度较差,飞溅出来的熔渣会附着在材料表面,降低了表面质量;
激光加工存在热影响区,改变了材料的物理化学性能。激光束呈锥形结构,加工的结构形状也存在锥度,加工精度较低。
在复合加工技术中,超声振动辅助加工具有较低切削力和切削温度、较高加工质量,还可有效抑制毛刺、撕裂等加工缺陷,成为复合材料加工研究的热点。但是受到超声临界速度的限制,其提高加工效率的能力仍然有限。激光加热辅助加工虽可克服复合材料高硬度带来的高切削力难题,但是复合材料软化所需的激光能量很高,激光热影响区较大,工艺可控性差。同时,高温会降低刀具的切削性能,降低加工精度。
现有研究在加工工艺、刀具优选、工艺参数优化和表面形成机制等方面取得了一些有意义的结果,证明通过合理的工艺控制可以解决复合材料加工的部分难题,但仍不能获得高效、精密和无损伤加工。随着FRCMC-SiC 复合材料应用领域的逐步扩大和复合材料结构件性能的逐渐提高,对复合材料高效精密加工的需求日益迫切。根据本文的综述分析,后续FRCMC-SiC 复合材料的加工研究可从以下几个方面开展:
(1)加工刀具方面,缺乏基于刀具和复合材料切削特性匹配性的专用金刚石刀具技术。目前研究表明金刚石刀具是加工纤维增强陶瓷基复合材料的理想刀具,但相关研究仍然停留在针对现有金刚石刀具进行选型并开展切削试验,而缺乏金刚石刀具材料与结构对复合材料切削特性的影响规律的研究,复合材料加工专用刀具的设计与制备缺乏理论指导;
(2)质量表征方面,由于复合材料的各向异性和非均质性,FRCMC-SiC 的加工表面及亚表面微观组织和损伤形式等与金属材料不同,因此金属材料加工质量表征方法不完全适用于陶瓷基复合材料,需要开发FRCMC-SiC 复合材料特定的加工质量表征技术;
(3)加工质量与材料使役性能的映射关系尚不明确,现有研究重点关注加工工艺参数对加工质量的影响规律,而缺乏加工质量对材料使役性能如承载、抗氧化、疲劳、蠕变等影响,需要加强加工工艺与全寿命周期使用可靠性、性能寿命等关联关系研究。
猜你喜欢 切削力表面质量刀具 预置表面织构对硬态切削加工的影响分析机床与液压(2022年8期)2022-09-19激光辅助高速微车削Cf/SiC陶瓷基复合材料切削力影响因素试验研究机床与液压(2022年8期)2022-09-19数控刀具管理系统的设计及开发研究装备维修技术(2020年10期)2020-11-19硅胶刀具清洁器中国新闻周刊(2017年7期)2017-03-22机械加工表面质量改进措施建筑建材装饰(2016年10期)2017-01-03机械加工表面质量的影响因素及改进措施浅析科学与财富(2016年29期)2016-12-27电火花电参数对工件加工质量的影响中国新技术新产品(2016年23期)2016-12-26慢走丝线切割影响表面质量及断丝的原因分析企业导报(2016年10期)2016-06-04航道疏浚工程中硬黏土施工设计及实践水运管理(2015年4期)2015-04-30生路短篇小说(原创版)(2010年7期)2010-06-28- 范文大全
- 说说大全
- 学习资料
- 语录
- 生肖
- 解梦
- 十二星座
-
主题党日活动交流发言8篇
主题党日活动交流发言8篇主题党日活动交流发言篇13月13日,东城区党史学习教育动员大会召开。市委
【活动总结】 日期:2022-12-23
-
2022年4月主题党日活动记录范文15篇
2022年4月主题党日活动记录范文15篇2022年4月主题党日活动记录范文篇1一个崇尚阅读的民族,必然精神饱满、意气风发、活力四射。习近平总书记强调:“学习
【活动总结】 日期:2022-08-01
-
家乡赋|最美的家乡赋
家乡赋 孙传志 今安康市,白河双丰镇,吾之家乡也。三环沃土,山水环抱。其北依山,山系五岭,山
【调研报告】 日期:2020-04-01
-
党支部1-12月全年主题党日活动计划表
2022年党支部主题党日活动计划表序号活动时间活动方式活动内容12022年1月专题学习研讨集中观看2022年新年贺词,积极开展学习研讨交流。组织生活会组织党员认真对照党章...
【活动总结】 日期:2022-10-14
-
【人教版1-6年级数学上册知识点精编】1-6年级数学人教版教材
人教版二年级数学上册知识点汇总第一单元长度单位一、米和厘米1、测量物体的长度时,要用统一的标准去测量
【调研报告】 日期:2020-11-08
-
2022年2月份主题党日活动记录5篇
2022年2月份主题党日活动记录5篇2022年2月份主题党日活动记录篇1尊敬的党组织:在今年的开学初,本人积极参加教研室组织的教研活动,在学校教研员的指
【活动总结】 日期:2022-08-12
-
少先队的光荣历史故事 队前教育-光辉历程
2017-2018学年队前教育1光辉历程一、劳动童子团1924——1927二、三十年代年的中国是一个
【法律文书】 日期:2020-06-23
-
医院最佳主题党日活动11篇
医院最佳主题党日活动11篇医院最佳主题党日活动篇1 医院最佳主题党日活动篇2为隆重纪念中国共产党成立100周年,进一步巩固党的群众路线教育实践活动成果,切实
【活动总结】 日期:2022-10-29
-
2023年平安校园建设方案13篇
平安校园建设方案“平安校园”创建工作,我们幼儿园全体教职员工一直把它当作头等大事来抓。领导高度重视,以“平安校园”创建活动为抓手,建立和规范校园安全工作机制
【规章制度】 日期:2023-11-02
-
主题党日活动记录202210篇
主题党日活动记录202210篇主题党日活动记录2022篇12021年是中国共产党成立100周年,为广泛开展爱国主义宣传教育,铭记党的历史,讴歌党的光辉历程,
【活动总结】 日期:2022-08-02
-
正式的晚宴邀请函 公司晚宴邀请函
尊敬的先生 女士: 我公司谨定于xxxx年xx月xx日xx:xx在xxxx店隆重举行xx市xx届xxxx晚宴(宴会地址:xx区xx路xxxx) 敬请届时光临!xxxxxx集团股份有限公司xxxx有限公司敬邀xxxx年xx月xx日
【简历资料】 日期:2019-08-03
-
一年级新学期目标简短_一年级学生新学期打算
新学期到了,我是一年级下册的小学生了。 上课的时候,我要认真学习,不做小动作,认真听讲。我要认真学习,天天向上,努力学习,耳朵要听老师讲课,眼睛要瞪得大大的看老...
【简历资料】 日期:2019-10-26
-
[信访复查复核制度作用探讨]信访复查复核有用吗
作为我国特有的一项制度,信访制度的出现并长期存在不是偶然的,虽然一些法学专家认为信访制度具有“人治”
【职场指南】 日期:2020-02-16
-
[党员干部2019年主题教育个人问题检视清单及整改措施2篇] 党员干部
2019年主题教育问题检视清单及整改措施根据主题教育领导小组办公室《关于认真做好主题教育检视问题整改
【求职简历】 日期:2019-11-08
-
网络维护工作内容_(精华)国家开放大学电大专科《网络系统管理与维护》形考任务1答案
国家开放大学电大专科《网络系统管理与维护》形考任务1答案形考任务1理解上网行为管理软件的功能【实训目
【职场指南】 日期:2020-07-17
-
党委会与局长办公会的区别_局长办公会制度
为进一步加强xxx局工作的规范化、制度化建设,提高行政效能,规范议事程序,特制定本制度。一、会议形式1、局长办公会议由局长、副局长参加。由局长召集和主持。根据工作需要...
【求职简历】 日期:2019-07-30
-
《铁拳砸碎“黑警伞”》警示教育片观后感
影片深刻剖析了广西北海市公安局海西派出所原所长张枭杰蜕变堕落的轨迹。观看警示教育片后,做为一名党员教
【简历资料】 日期:2020-08-17
-
如何凝心聚力谋发展【坚定信心谋发展凝心聚力促跨越】
当前,清河正处于在苏北实现赶超跨越基础上全面腾飞的战略机遇期,处于在全市率先实现全面小康基础上率先实
【简历资料】 日期:2020-03-17
-
学生会组织部部长竞选稿5篇
学生会组织部部长竞选稿以“三制”为统领推进农村党的建设中共**市委组织部近年来,**市认真落实中央、省和徐州市委的部署,积极适应发展要求,从加强领导体制、运
【求职简历】 日期:2023-11-06
-
系领导班子行为准则_必须以什么为行为准则
为了更好地完成本系的各项工作,充分发挥系领导班子的模范带头作用,特制定本行为准则如下:一、要勤政为民,真抓实干,坚持科学态度和求实的精神,兢兢业业地作好本职工作。...
【求职简历】 日期:2019-08-30
-
面向目标检测的对抗样本综述
袁珑,李秀梅,潘振雄,孙军梅*,肖蕾1 杭州师范大学信息科学与技术学院,杭州311121;2 福建省
【其他范文】 日期:2023-01-13
-
教育整顿整改方案3篇
教育整顿整改方案3篇教育整顿整改方案篇1为深入学习贯彻中央和省、市、县政法队伍教育整顿动员部署会
【其他范文】 日期:2022-12-19
-
淀粉型甘薯新品种在阜阳地区的适应性初探
李伟(阜阳市农业科学院,安徽阜阳236065)甘薯高产稳产、适应性强,且营养丰富,富含淀粉、蛋白质、
【其他范文】 日期:2023-06-27
-
大唐城管大队|城管大队关于人人动手,清洁家园工作总结【精选推荐】
当前位置:>>2021-10-03市容环境卫生责任区制度作为“人人动手清洁家园”活动今年的重点推进项目之一,对于新成立的城管大队来说,不仅仅是一项履职尽责的指标任务,更是立足...
【其他范文】 日期:2022-09-02
-
2022年度公司财务个人总结范本3篇
当前位置:>>>2021-11-17篇一20xx年,在领导及同事们的帮忙指导下,透过自身的努力,我个人无论是在敬业精神、思想境界,还是在业务素质、工作潜力上都得到进一步提高,并取得...
【其他范文】 日期:2022-11-15
-
团总支个人工作总结【2012-2013学年第二学期团总支工作总结】
在过去的一学期里,校团委在团镇委及校党支部的领导下,团结带领全校团员青年,结合我校青年学生的特点,深入学习党团理论,贯彻党的xx届四中全会精神,积极开展主题活动,丰...
【口号大全】 日期:2019-08-07
-
电视台新闻采编实习报告_
首先感谢大家在我实习期间两个多月来的教导与关爱!在泉州电视台实习的两个多月时间里,无论从理论上还是实践上都有不少收获,使我更真实、准确地理解电视新闻采编和电视制作...
【毕业论文】 日期:2019-07-14
-
【围绕政治功能、四个意识、“四个自信”、工作作风、作用发挥、自我要求6个方面个人对照检查材料】
围绕政治功能、四个意识”、“四个自信”、工作作风、作用发挥、自我要求6个方面个人对照检查材料按照会议
【毕业论文】 日期:2021-01-27
-
早点入党个人情况说明8篇
早点入党个人情况说明8篇早点入党个人情况说明篇1一、摆正自己的位置,营造良好的工作氛围人心齐、泰山移,领导班子的团结,能使领导班子的核心作用得到充发发挥
【其他范文】 日期:2022-08-21
-
劳动人事争议仲裁院党员先锋岗个人先进事迹材料:劳动人事争议仲裁委员会
本人***,于20**年*月*日被***区劳动人事争议仲裁院录用。进院以来一直从事仲裁受理和裁审工作
【节日庆典】 日期:2020-01-18
-
军转座谈会交流发言4篇
军转座谈会交流发言4篇军转座谈会交流发言篇1大家好,我叫贺丽,2015届选调生,来自康定市委组织部,现在省委编办跟班学习。今天,非常荣幸向大家汇报我的学习收
【发言稿】 日期:2022-10-27
-
12岁生日小寿星发言4篇
12岁生日小寿星发言4篇12岁生日小寿星发言篇1各位来宾、各位朋友:大家好!今天,我们欢聚在这里,共同庆祝**十二周岁生日。首先,我代表**的父母以
【发言稿】 日期:2022-07-31
-
廉政大会总结发言稿7篇
廉政大会总结发言稿7篇廉政大会总结发言稿篇1各位领导,同志们:根据会议安排,我就党风廉政建设工作做表态发言,不妥之处,请批评指正。一、提高认识,切实
【发言稿】 日期:2022-10-30
-
被约谈的表态发言8篇
被约谈的表态发言8篇被约谈的表态发言篇1各位领导、各位党员大家好:这天我能站在鲜红的党旗下,
【发言稿】 日期:2022-12-24
-
破冰提能大讨论个人发言4篇
破冰提能大讨论个人发言4篇破冰提能大讨论个人发言篇1党史学习教育开展以来,我坚持读原著、学原文、悟原理。今天,根据会议安排,现在我就“学史明理”主题谈几点个
【发言稿】 日期:2022-10-09
-
党员教育培训总结交流发言12篇
党员教育培训总结交流发言12篇党员教育培训总结交流发言篇1根据市委组织部《关于开展我市〈20XX
【发言稿】 日期:2022-12-19
-
我最敬佩的人开头_我敬佩的一个人作文20篇2020年
我敬佩的一个人作文20篇 我敬佩的一个人作文一): 我身边有很多值得我们敬佩的人,但我最敬佩的一
【发言稿】 日期:2020-11-10
-
纪委书记工作表态发言4篇
纪委书记工作表态发言4篇纪委书记工作表态发言篇1在镇党委政府正确领导下,在全村干部和群众的共同努力下,紧紧围绕建设社会主义新农村工作为重点,尽职尽责,与时俱
【发言稿】 日期:2022-09-30
-
[钻井队队长(副队长、指导员)岗位HSE应知应会试题(1863)]
钻井队队长(副队长、指导员)岗位HSE应知应会试题(判断题:771;单选题:626;多选题:466)
【贺词】 日期:2020-09-23
-
话剧《家》剧本 话剧剧本:爱的空间
找文章到更多原创-(http: www damishu cn)人物介绍:刘伟,男,32岁,某购物广
【演讲稿】 日期:2020-01-21
-
学习周永开先进事迹心得体会3篇
学习周永开先进事迹心得体会【一】通过学习周永开老先生先进事迹后,结合自己工作思考,感慨万千。同样作为
【格言】 日期:2021-04-10
-
XX老干局推进党建与业务深度融合发展工作情况调研报告:党建调研报告
XX老干局推进党建与业务深度融合 发展工作情况的调研报告 党建工作与业务工作融合发展始终是一个充满生
【成语大全】 日期:2020-08-28
-
中国共产党第三代中央领导集体的卓越贡献
中国共产党第三代中央领导集体的卓越贡献 --------------继往开来铸就辉煌 【摘要】改
【成语大全】 日期:2020-03-20
-
信息技术2.0能力点 [全国中小学教师信息技术应用能力提升工程试题题库及参考答案「精编」]
全国中小学教师信息技术应用能力提升工程试题题库及答案(复习资料)一、判断题题库(A为正确,B为错误)
【格言】 日期:2020-11-17
-
党建工作运行机制内容有哪些_构建基层党建工作运行机制探讨
党的基层组织是党在社会基层组织中的战斗堡垒,是党的全部工作和战斗力的基础。加强和改进县级以下各类党的
【经典阅读】 日期:2020-01-22
-
2023年中国行政区划调整方案(设想优秀3篇
中国行政区划调整方案(设想优秀民政部第二次行政区划研讨会会议内容一、缩省的意义与原则1.意义1)利于减少中间层次中国行政区划层级之多为世界之最,既使管理成本
【周公解梦】 日期:2024-02-20
-
集合推理_七,推理与集合
七推理与集合1 期中考试数学成绩出来了,三个好朋友分别考了88分,92分,95分。他们分别考了多少分
【名人名言】 日期:2020-12-18
-
电大现代教育原理_最新国家开放大学电大《现代教育原理》形考任务2试题及答案
最新国家开放大学电大《现代教育原理》形考任务2试题及答案形考任务二一、多项选择题(共17道试题,共3
【成语大全】 日期:2020-07-20
-
基层党务工作基本内容_党建基本工作有哪些
党建基本工作有哪些(一) 基层党建工作包括哪些内容 选择了大学生村官这条路,你就与农村基层党
【名人名言】 日期:2020-08-06
-
【2020-2021学年高一英语外研版(2019)选择性必修第一册Unit3Faster,higher,strongerSectionⅠ导学讲义】
Unit3 Faster,higher,stronger背景导学MichaelJordan—Head
【歇后语】 日期:2021-04-19
-
关于三农工作重要论述心得体会3篇
关于三农工作重要论述心得体会3篇关于三农工作重要论述心得体会篇1习近平总书记指出:“建设现代化国家离不开农业农村现代化,要继续巩固脱贫攻坚成果,扎实推进乡村
【学习心得体会】 日期:2022-10-29
-
【福生庄隧道坍塌处理方案】 福生庄隧道在哪里
(呼和浩特铁路局大包电气化改造工程指挥部,内蒙古呼和浩特010050)摘要:文章介绍了福生庄隧道
【学习心得体会】 日期:2020-03-05
-
五个一百工程阅读心得体会13篇
五个一百工程阅读心得体会13篇五个一百工程阅读心得体会篇1凡益之道,与时偕行。在全国网络安全和信
【学习心得体会】 日期:2022-12-07
-
城管系统警示教育心得体会9篇
城管系统警示教育心得体会9篇城管系统警示教育心得体会篇1各党支部要召开多种形式的庆七一座谈会,组织广大党员进行座谈,回顾党的光辉历程,畅谈党的丰功伟绩,
【学习心得体会】 日期:2022-10-09
-
发展对象培训主要内容10篇
发展对象培训主要内容10篇发展对象培训主要内容篇1怀着无比激动的心情,我有幸参加了__新区区委党校20__年第四期(区级机关)党员发展对象培训班。这次的学习
【培训心得体会】 日期:2022-09-24
-
扶眉战役纪念馆心得体会11篇
扶眉战役纪念馆心得体会11篇扶眉战役纪念馆心得体会篇1有那么一段历史,低诉着血和泪的故事,慢慢地,随岁月老去;有那么一群人,放弃了闲逸的人生,辗转奔波中
【学习心得体会】 日期:2022-08-03
-
凝聚三种力量发展全过程人民民主心得体会12篇
凝聚三种力量发展全过程人民民主心得体会12篇凝聚三种力量发展全过程人民民主心得体会篇1新民主主义革命是指在帝国主义和无产阶级革命时代,殖民地半殖民地国家中的
【学习心得体会】 日期:2022-08-31
-
2022年全国检察长会议心得7篇
2022年全国检察长会议心得7篇2022年全国检察长会议心得篇1眼睛是心灵上的窗户,我们通过眼睛才能看到世间万物,才能看到眼前这美好的一切。拥有一双明亮的眼
【学习心得体会】 日期:2022-10-31
-
在街道深化作风建设推动高质量发展走在前列动员会上讲话
在2023年街道深化作风建设推动高质量发展走在前列动员会上的讲话同志们:今天我们召开“街道深化作风建设推动高质量发展走在前列动员会”,这次会议是街道三季度召开的第一场...
【军训心得体会】 日期:2024-03-17
-
全面从严治党的心得体会800字7篇
全面从严治党的心得体会800字7篇全面从严治党的心得体会800字篇1中国特色社会主义是我们党领导
【学习心得体会】 日期:2022-12-14
-
 2024年主题教育民主生活会批评与自我批评意见(38条)(范文推荐)
2024年主题教育民主生活会批评与自我批评意见(38条)(范文推荐)
2023年主题教育民主生活会六个方面个人检视、相互批评意见:1 理论学习系统性不强。学习习近平新时代中国特色社会主义思想不深不透,泛泛而学的时候多,深学细照的时候少,特...
【邓小平理论】 日期:2024-03-19
-
 2024年交流发言:强化思想理论武装,增强奋进力量(完整)
2024年交流发言:强化思想理论武装,增强奋进力量(完整)
习近平总书记指出:“一个民族要走在时代前列,就一刻不能没有理论思维,一刻不能没有思想指引。”党的十八大以来,伴随着新时代中国特色社会主义思想在实践中形成发展的历程...
【三个代表】 日期:2024-03-19
-
2024年度镇年度县乡人大代表述职评议活动总结
xx镇20xx年县乡人大代表述职评议活动总结为响应县级人大常委会关于开展县乡两级人大代表述职评议活动,进一步激发代表履职活力,加强代表与人民群众的联系,提高依法履职水平...
【马克思主义】 日期:2024-03-19
-
 “千万工程”经验学习体会(研讨材料)
“千万工程”经验学习体会(研讨材料)
“千万工程”是总书记在浙江工作时亲自谋划、亲自部署、亲自推动的一项重大决策,也是习近平新时代中国特色社会主义思想在之江大地的生动实践。20年来,“千万工程”先后经历...
【三个代表】 日期:2024-03-19
-
 2024年在市政协机关工作总结会议上讲话
2024年在市政协机关工作总结会议上讲话
同志们:刚才,XX同志对市政协机关20XX年工作进行了很好的总结,很精炼,很到位,可以感受到去年机关工作确实可圈可点。XX同志宣读了表彰决定,机关优秀人员代表、先进集体代...
【邓小平理论】 日期:2024-03-18
-
 在全区防汛防涝动员暨河长制工作推进会上讲话提纲【完整版】
在全区防汛防涝动员暨河长制工作推进会上讲话提纲【完整版】
区长,各位领导,同志们:汛期已经来临,我区城区防涝工作面临强大考验,形势不容乐观。年初,区城区防涝排渍指挥部已经召开专题调度会,修订完善应急预案,建立网格化管理机...
【马克思主义】 日期:2024-03-18
-
 2024年镇作风整治工作实施方案(完整文档)
2024年镇作风整治工作实施方案(完整文档)
XX镇作风整治工作实施方案为深入贯彻落实党的二十大精神及省市区委深化作风建设的最新要求,突出重点推进干部效能提升,坚持不懈推动作风整治工作纵深发展,根据《关于印发《2...
【毛泽东思想】 日期:2024-03-18
-
2024市优化法治化营商环境规范涉企行政执法实施方案【优秀范文】
xx市优化法治化营商环境规范涉企行政执法实施方案为持续优化法治化营商环境,激发市场主体活力和社会创造力,规范行政执法行为,创新行政执法方式,提升行政执法质效,着力解...
【毛泽东思想】 日期:2024-03-18
-
 2024年度关于开展新一轮思想状况摸底排查工作通知(完整)
2024年度关于开展新一轮思想状况摸底排查工作通知(完整)
关于开展新一轮思想状况摸底排查工作的通知为深入贯彻落实关于各地开展干部职工思想状况大摸底大排查情况上的批示要求和改革教育第二次调度会议精神,有针对性做好队伍教育管...
【三个代表】 日期:2024-03-18
-
2024年公路养护中心主任典型事迹材料(完整文档)
“中心的工作就是心中的事业”——公路养护中心主任典型事迹材料**,男,1976年6月出生,1993年参加工作,2000年4月调入**区交通运输局工作,大学本科学历,中共党员,现任**...
【马克思主义】 日期:2024-03-17