消音器盒盖模拟分析及工艺设计
文/苏艳红,刘鑫,周刘凯,靳正宇,冉茂文·成都航空职业技术学院航空装备制造产业学院
摩托车消音器是摩托车发展历史上不可或缺的一个零部件。消音器的作用就是将发动机排出的气体留在消音器内,再经过有多孔的管子以及隔板反反复复的环绕后,噪声逐渐衰减,达到消音的目的。据中国摩托车商会2021 年数据统计,全行业完成摩托车产销2019.52 万辆和2019.48万辆,由此可见国内场对摩托车的需求是巨大的,对摩托车中不可或缺的零部件消音器支架盖同样也是需求量巨大。但消音器支架盖零件结构复杂,其成形工艺设计较为困难。
国内学者对消音器支架盖的成形工艺以及模具结构进行了大量研究。王金杰针对消音器在实际使用中出现与连接管断裂的问题进行了摩托车消音器的优化设计。陈雨通过以某放大器中使用到的半封闭式的壳体为例,设计相应的模具。赵跃文分析了端盖冲压工艺,介绍了端盖落料、拉深、冲孔、翻边复合模具的结构及主要零件的设计。郑荣钜通过控制发动机排气降噪进行了摩托车消音器的优化设计研究。乔华英等人通过对汽车覆盖件进行冲压模具设计提高生产效率。孔炎等人对端盖零件进行工艺分析,提出了最佳成形工艺方案。罗静等人对汽车排气系统消声器常见类型展开进行了分析。康永进行了消音器端盖坯件落料拉深复合模具设计的研究。
消音器支架盖是一种较复杂的钣金冲压件,针对消音器支架盖的巨大需求。本文对消音器支架盖的成形工艺进行了研究,同时研究了它的成形特点,通过对采用两种工艺方式作对比最终得出了一套适用于实际生产制造的工艺。
图1 为消音器支架盖三维图,图2 为消音器支架盖二维图,该零件长127mm、宽73mm、厚度1mm。从图1、图2 可以看出,该零件结构较为复杂,存在两个难点。如图1 所示难点1 在展开后属于凹槽,容易变形起皱;
难点2 需要考虑到它的成形极限以及圆角半径,且该零件的圆角半径不能小于一个料板厚度。产品要求无起皱,最大减薄率小于25%。

图1 消音器支架盖三维图

图2 消音器支架盖二维图
本设计为消音器支架盖的冲压工艺分析,根据设计零件的尺寸、材料、批量生产等要求,首先分析零件的工艺性,对于此零件有两种加工方案,方案一(图3):直接第一步拉延出整体外形,第二步进行外形修边,第三步对图1 标示的第一部分进行斜切;
方案二(图4):将原压料面设置在缺口上方一定距离如图5 所示,然后进行拉延,之后进行修边,最后再进行翻边。

图3 方案一3DDL 图

图4 方案二 3DDL 图

图5 压料面
首先对方案一进行了模拟分析,本文采用UG、FASTAMP 软件对消音器支架盖进行模拟分析,将消音器支架盖划分为6510 个单元和6565 个节点。图6为第一次拉延后的工件厚度分布图,从图6 可以看出在零件的3 个角位置出现了严重厚度减薄,导致该区域不能满足零件最初的设计要求;
从图7 可以看出在零件的3 个角位置出现了较大的应变,说明了在拉延的过程中金属在这3 个角位置的流失较为严重,从图8 可以看出零件成形起皱趋势较为严重,但没有破裂倾向,不容易出现破裂情况。因此方案一不能达到零件最初的设计要求。

图6 方案一消音器支架盖初步拉延厚度分布图

图7 方案一消音器支架盖初步拉延等效应变分布图

图8 方案一消音器支架盖初步拉延成形极限图
然后对方案二进行了模拟分析,本文采用UG 二次开发对消音器支架盖进行模拟分析,为了防止模型起皱在四周都加上了拉延筋。图9 为方案二第一次拉延后的工件厚度分布图,从图9 可以看出在零件的该区域都满足零件的设计要求;
从图10 可以看出此零件的等效应变分布较为均匀,从图11 可以看出零件成形起皱趋势处于安全范围。从图12 可以看出最终成形件厚度分布均匀,满足设计要求,因此方案二的工艺能实现消音器支架盖的成形。

图9 方案二消音器支架盖初步拉延厚度分布图

图10 方案二消音器支架盖初步拉延等效应变分布图
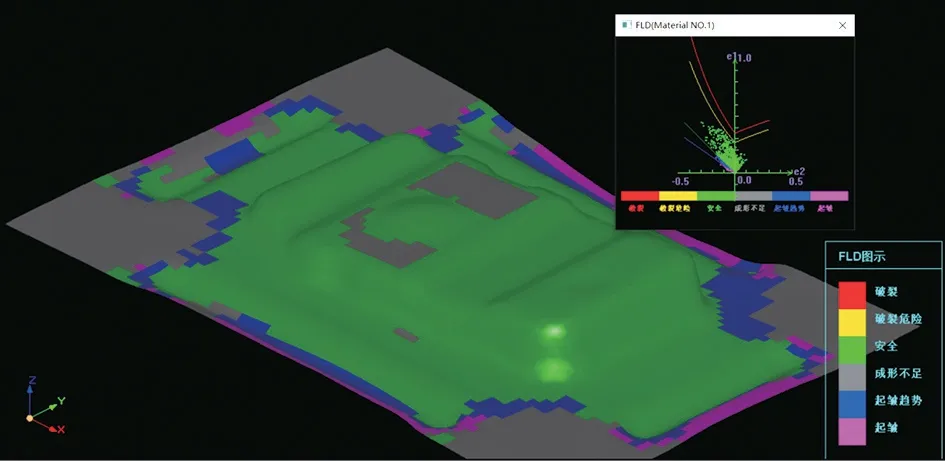
图11 方案二消音器支架盖初步拉延等效成形极限图

图12 消音器支架盖最终拉延厚度分布图
⑴方案一在第一次直接拉延过程中出现了厚度减薄,金属在工件的三个角上出现了大量流失,并发生了较大的等效塑性应变,并且出现了大量的起皱,因此不适合于实际的工艺选择。
⑵方案二由于它的压料面相对较低,成形过程中厚度、等效塑性应变比较均匀,并且在对角的两个凸包上未发生成形缺陷,模拟成形效果良好,因此方案二适合于实际生产。
猜你喜欢 起皱分布图成形 2024铝合金钣金零件单点双道次渐进成形表面质量控制钣金与制作(2022年5期)2022-06-09钣金V形折弯成形的回弹控制研究中国应急管理科学(2022年1期)2022-04-18泉州市各区县关工委亮点工作分布图中国火炬(2021年9期)2021-09-22中国癌症分布图瞭望东方周刊(2017年36期)2017-09-28人生若只如初见滇池(2017年5期)2017-05-19吊带衬衫环球时报(2017-02-09)2017-02-09浙江省第一批省级特色小镇分布图科学24小时(2016年7期)2016-07-11人生真相读者(2016年3期)2016-01-13牛奶胶水少年科学(2015年3期)2015-04-08年轻文苑·感悟(2015年3期)2015-03-12- 范文大全
- 说说大全
- 学习资料
- 语录
- 生肖
- 解梦
- 十二星座
-
主题党日活动交流发言8篇
主题党日活动交流发言8篇主题党日活动交流发言篇13月13日,东城区党史学习教育动员大会召开。市委
【活动总结】 日期:2022-12-23
-
2022年4月主题党日活动记录范文15篇
2022年4月主题党日活动记录范文15篇2022年4月主题党日活动记录范文篇1一个崇尚阅读的民族,必然精神饱满、意气风发、活力四射。习近平总书记强调:“学习
【活动总结】 日期:2022-08-01
-
家乡赋|最美的家乡赋
家乡赋 孙传志 今安康市,白河双丰镇,吾之家乡也。三环沃土,山水环抱。其北依山,山系五岭,山
【调研报告】 日期:2020-04-01
-
党支部1-12月全年主题党日活动计划表
2022年党支部主题党日活动计划表序号活动时间活动方式活动内容12022年1月专题学习研讨集中观看2022年新年贺词,积极开展学习研讨交流。组织生活会组织党员认真对照党章...
【活动总结】 日期:2022-10-14
-
【人教版1-6年级数学上册知识点精编】1-6年级数学人教版教材
人教版二年级数学上册知识点汇总第一单元长度单位一、米和厘米1、测量物体的长度时,要用统一的标准去测量
【调研报告】 日期:2020-11-08
-
2022年2月份主题党日活动记录5篇
2022年2月份主题党日活动记录5篇2022年2月份主题党日活动记录篇1尊敬的党组织:在今年的开学初,本人积极参加教研室组织的教研活动,在学校教研员的指
【活动总结】 日期:2022-08-12
-
少先队的光荣历史故事 队前教育-光辉历程
2017-2018学年队前教育1光辉历程一、劳动童子团1924——1927二、三十年代年的中国是一个
【法律文书】 日期:2020-06-23
-
医院最佳主题党日活动11篇
医院最佳主题党日活动11篇医院最佳主题党日活动篇1 医院最佳主题党日活动篇2为隆重纪念中国共产党成立100周年,进一步巩固党的群众路线教育实践活动成果,切实
【活动总结】 日期:2022-10-29
-
2023年平安校园建设方案13篇
平安校园建设方案“平安校园”创建工作,我们幼儿园全体教职员工一直把它当作头等大事来抓。领导高度重视,以“平安校园”创建活动为抓手,建立和规范校园安全工作机制
【规章制度】 日期:2023-11-02
-
主题党日活动记录202210篇
主题党日活动记录202210篇主题党日活动记录2022篇12021年是中国共产党成立100周年,为广泛开展爱国主义宣传教育,铭记党的历史,讴歌党的光辉历程,
【活动总结】 日期:2022-08-02
-
正式的晚宴邀请函 公司晚宴邀请函
尊敬的先生 女士: 我公司谨定于xxxx年xx月xx日xx:xx在xxxx店隆重举行xx市xx届xxxx晚宴(宴会地址:xx区xx路xxxx) 敬请届时光临!xxxxxx集团股份有限公司xxxx有限公司敬邀xxxx年xx月xx日
【简历资料】 日期:2019-08-03
-
一年级新学期目标简短_一年级学生新学期打算
新学期到了,我是一年级下册的小学生了。 上课的时候,我要认真学习,不做小动作,认真听讲。我要认真学习,天天向上,努力学习,耳朵要听老师讲课,眼睛要瞪得大大的看老...
【简历资料】 日期:2019-10-26
-
[信访复查复核制度作用探讨]信访复查复核有用吗
作为我国特有的一项制度,信访制度的出现并长期存在不是偶然的,虽然一些法学专家认为信访制度具有“人治”
【职场指南】 日期:2020-02-16
-
[党员干部2019年主题教育个人问题检视清单及整改措施2篇] 党员干部
2019年主题教育问题检视清单及整改措施根据主题教育领导小组办公室《关于认真做好主题教育检视问题整改
【求职简历】 日期:2019-11-08
-
网络维护工作内容_(精华)国家开放大学电大专科《网络系统管理与维护》形考任务1答案
国家开放大学电大专科《网络系统管理与维护》形考任务1答案形考任务1理解上网行为管理软件的功能【实训目
【职场指南】 日期:2020-07-17
-
党委会与局长办公会的区别_局长办公会制度
为进一步加强xxx局工作的规范化、制度化建设,提高行政效能,规范议事程序,特制定本制度。一、会议形式1、局长办公会议由局长、副局长参加。由局长召集和主持。根据工作需要...
【求职简历】 日期:2019-07-30
-
《铁拳砸碎“黑警伞”》警示教育片观后感
影片深刻剖析了广西北海市公安局海西派出所原所长张枭杰蜕变堕落的轨迹。观看警示教育片后,做为一名党员教
【简历资料】 日期:2020-08-17
-
如何凝心聚力谋发展【坚定信心谋发展凝心聚力促跨越】
当前,清河正处于在苏北实现赶超跨越基础上全面腾飞的战略机遇期,处于在全市率先实现全面小康基础上率先实
【简历资料】 日期:2020-03-17
-
学生会组织部部长竞选稿5篇
学生会组织部部长竞选稿以“三制”为统领推进农村党的建设中共**市委组织部近年来,**市认真落实中央、省和徐州市委的部署,积极适应发展要求,从加强领导体制、运
【求职简历】 日期:2023-11-06
-
系领导班子行为准则_必须以什么为行为准则
为了更好地完成本系的各项工作,充分发挥系领导班子的模范带头作用,特制定本行为准则如下:一、要勤政为民,真抓实干,坚持科学态度和求实的精神,兢兢业业地作好本职工作。...
【求职简历】 日期:2019-08-30
-
**九年制学校保安工作职责 学校保安工作职责及内容
**九年制学校保安工作职责1、认真学习。认真学习法律法规知识,果断贯彻执行上级有关维护学校教育教学秩
【汇报体会】 日期:2020-06-05
-
药泥灸治疗气滞血瘀型原发性痛经临床研究,*
(安徽中医药大学,安徽合肥230038)痛经是妇科最为常见的症状之一,主要是指妇女正值经期或经行前后
【其他范文】 日期:2023-01-18
-
2022在全市乡村振兴工作座谈会上的讲话【优秀范文】
下面是小编为大家整理的2022在全市乡村振兴工作座谈会上的讲话1
【其他范文】 日期:2022-09-10
-
城镇危房重建申请报告【完整版】
城镇危房重建申请报告xx镇人民政府:我系xx镇菜场街农民,全家x人,现有泥砖房x间,约xx平方米,其中一间厨房,一间房间 自建房至今,已有x年,加上年久失修及连续几年遭...
【其他范文】 日期:2023-10-01
-
·相关文献·
WANGW,HUANGJ,ZHAOX,etal Solvent-enhancedDepolymeri
【其他范文】 日期:2023-02-19
-
肺功能检查技术如何在基层医疗卫生服务中更好地应用——附重点问题专家解答
胡奕卿,方继伟,刘焕兵*慢性阻塞性肺疾病(以下简称慢阻肺)是最常见的慢性呼吸系统疾病,2018年中国
【其他范文】 日期:2023-02-20
-
【2021年储蓄所储蓄员工作总结】
2021年储蓄所储蓄员工作总结撰写人:___________日期:___________2021年储
【礼仪】 日期:2021-06-07
-
2020年底在全县安全生产工作会讲话
在年底十分繁忙的情况下,召开x年安全生产委员会第一次全体会议暨春节安全生产工作部署会,既说明了县政府
【导游词】 日期:2020-12-02
-
新形势下构建全科军医本科学员岗位任职能力训练模式的探讨
杨再永,卢山,李刚,张林祺为贯彻军队后勤保障要领,紧跟实战需求,贴近部队实际,深入探讨全科军医本科学
【其他范文】 日期:2023-01-19
-
茶叶中掺杂大米成分实时荧光PCR检测方法的建立和应用
黄迎波,黄才新,江杰,袁小雅,朱金国(长沙海关,湖南长沙410004)近年来随着茶叶需求量不断增长,
【其他范文】 日期:2023-01-18
-
军转座谈会交流发言4篇
军转座谈会交流发言4篇军转座谈会交流发言篇1大家好,我叫贺丽,2015届选调生,来自康定市委组织部,现在省委编办跟班学习。今天,非常荣幸向大家汇报我的学习收
【发言稿】 日期:2022-10-27
-
12岁生日小寿星发言4篇
12岁生日小寿星发言4篇12岁生日小寿星发言篇1各位来宾、各位朋友:大家好!今天,我们欢聚在这里,共同庆祝**十二周岁生日。首先,我代表**的父母以
【发言稿】 日期:2022-07-31
-
廉政大会总结发言稿7篇
廉政大会总结发言稿7篇廉政大会总结发言稿篇1各位领导,同志们:根据会议安排,我就党风廉政建设工作做表态发言,不妥之处,请批评指正。一、提高认识,切实
【发言稿】 日期:2022-10-30
-
被约谈的表态发言8篇
被约谈的表态发言8篇被约谈的表态发言篇1各位领导、各位党员大家好:这天我能站在鲜红的党旗下,
【发言稿】 日期:2022-12-24
-
破冰提能大讨论个人发言4篇
破冰提能大讨论个人发言4篇破冰提能大讨论个人发言篇1党史学习教育开展以来,我坚持读原著、学原文、悟原理。今天,根据会议安排,现在我就“学史明理”主题谈几点个
【发言稿】 日期:2022-10-09
-
党员教育培训总结交流发言12篇
党员教育培训总结交流发言12篇党员教育培训总结交流发言篇1根据市委组织部《关于开展我市〈20XX
【发言稿】 日期:2022-12-19
-
我最敬佩的人开头_我敬佩的一个人作文20篇2020年
我敬佩的一个人作文20篇 我敬佩的一个人作文一): 我身边有很多值得我们敬佩的人,但我最敬佩的一
【发言稿】 日期:2020-11-10
-
纪委书记工作表态发言4篇
纪委书记工作表态发言4篇纪委书记工作表态发言篇1在镇党委政府正确领导下,在全村干部和群众的共同努力下,紧紧围绕建设社会主义新农村工作为重点,尽职尽责,与时俱
【发言稿】 日期:2022-09-30
-
[钻井队队长(副队长、指导员)岗位HSE应知应会试题(1863)]
钻井队队长(副队长、指导员)岗位HSE应知应会试题(判断题:771;单选题:626;多选题:466)
【贺词】 日期:2020-09-23
-
话剧《家》剧本 话剧剧本:爱的空间
找文章到更多原创-(http: www damishu cn)人物介绍:刘伟,男,32岁,某购物广
【演讲稿】 日期:2020-01-21
-
学习周永开先进事迹心得体会3篇
学习周永开先进事迹心得体会【一】通过学习周永开老先生先进事迹后,结合自己工作思考,感慨万千。同样作为
【格言】 日期:2021-04-10
-
XX老干局推进党建与业务深度融合发展工作情况调研报告:党建调研报告
XX老干局推进党建与业务深度融合 发展工作情况的调研报告 党建工作与业务工作融合发展始终是一个充满生
【成语大全】 日期:2020-08-28
-
中国共产党第三代中央领导集体的卓越贡献
中国共产党第三代中央领导集体的卓越贡献 --------------继往开来铸就辉煌 【摘要】改
【成语大全】 日期:2020-03-20
-
信息技术2.0能力点 [全国中小学教师信息技术应用能力提升工程试题题库及参考答案「精编」]
全国中小学教师信息技术应用能力提升工程试题题库及答案(复习资料)一、判断题题库(A为正确,B为错误)
【格言】 日期:2020-11-17
-
党建工作运行机制内容有哪些_构建基层党建工作运行机制探讨
党的基层组织是党在社会基层组织中的战斗堡垒,是党的全部工作和战斗力的基础。加强和改进县级以下各类党的
【经典阅读】 日期:2020-01-22
-
2023年中国行政区划调整方案(设想优秀3篇
中国行政区划调整方案(设想优秀民政部第二次行政区划研讨会会议内容一、缩省的意义与原则1.意义1)利于减少中间层次中国行政区划层级之多为世界之最,既使管理成本
【周公解梦】 日期:2024-02-20
-
集合推理_七,推理与集合
七推理与集合1 期中考试数学成绩出来了,三个好朋友分别考了88分,92分,95分。他们分别考了多少分
【名人名言】 日期:2020-12-18
-
电大现代教育原理_最新国家开放大学电大《现代教育原理》形考任务2试题及答案
最新国家开放大学电大《现代教育原理》形考任务2试题及答案形考任务二一、多项选择题(共17道试题,共3
【成语大全】 日期:2020-07-20
-
基层党务工作基本内容_党建基本工作有哪些
党建基本工作有哪些(一) 基层党建工作包括哪些内容 选择了大学生村官这条路,你就与农村基层党
【名人名言】 日期:2020-08-06
-
【2020-2021学年高一英语外研版(2019)选择性必修第一册Unit3Faster,higher,strongerSectionⅠ导学讲义】
Unit3 Faster,higher,stronger背景导学MichaelJordan—Head
【歇后语】 日期:2021-04-19
-
关于三农工作重要论述心得体会3篇
关于三农工作重要论述心得体会3篇关于三农工作重要论述心得体会篇1习近平总书记指出:“建设现代化国家离不开农业农村现代化,要继续巩固脱贫攻坚成果,扎实推进乡村
【学习心得体会】 日期:2022-10-29
-
【福生庄隧道坍塌处理方案】 福生庄隧道在哪里
(呼和浩特铁路局大包电气化改造工程指挥部,内蒙古呼和浩特010050)摘要:文章介绍了福生庄隧道
【学习心得体会】 日期:2020-03-05
-
五个一百工程阅读心得体会13篇
五个一百工程阅读心得体会13篇五个一百工程阅读心得体会篇1凡益之道,与时偕行。在全国网络安全和信
【学习心得体会】 日期:2022-12-07
-
城管系统警示教育心得体会9篇
城管系统警示教育心得体会9篇城管系统警示教育心得体会篇1各党支部要召开多种形式的庆七一座谈会,组织广大党员进行座谈,回顾党的光辉历程,畅谈党的丰功伟绩,
【学习心得体会】 日期:2022-10-09
-
发展对象培训主要内容10篇
发展对象培训主要内容10篇发展对象培训主要内容篇1怀着无比激动的心情,我有幸参加了__新区区委党校20__年第四期(区级机关)党员发展对象培训班。这次的学习
【培训心得体会】 日期:2022-09-24
-
扶眉战役纪念馆心得体会11篇
扶眉战役纪念馆心得体会11篇扶眉战役纪念馆心得体会篇1有那么一段历史,低诉着血和泪的故事,慢慢地,随岁月老去;有那么一群人,放弃了闲逸的人生,辗转奔波中
【学习心得体会】 日期:2022-08-03
-
凝聚三种力量发展全过程人民民主心得体会12篇
凝聚三种力量发展全过程人民民主心得体会12篇凝聚三种力量发展全过程人民民主心得体会篇1新民主主义革命是指在帝国主义和无产阶级革命时代,殖民地半殖民地国家中的
【学习心得体会】 日期:2022-08-31
-
2022年全国检察长会议心得7篇
2022年全国检察长会议心得7篇2022年全国检察长会议心得篇1眼睛是心灵上的窗户,我们通过眼睛才能看到世间万物,才能看到眼前这美好的一切。拥有一双明亮的眼
【学习心得体会】 日期:2022-10-31
-
在街道深化作风建设推动高质量发展走在前列动员会上讲话
在2023年街道深化作风建设推动高质量发展走在前列动员会上的讲话同志们:今天我们召开“街道深化作风建设推动高质量发展走在前列动员会”,这次会议是街道三季度召开的第一场...
【军训心得体会】 日期:2024-03-17
-
全面从严治党的心得体会800字7篇
全面从严治党的心得体会800字7篇全面从严治党的心得体会800字篇1中国特色社会主义是我们党领导
【学习心得体会】 日期:2022-12-14
-
 2024年主题教育民主生活会批评与自我批评意见(38条)(范文推荐)
2024年主题教育民主生活会批评与自我批评意见(38条)(范文推荐)
2023年主题教育民主生活会六个方面个人检视、相互批评意见:1 理论学习系统性不强。学习习近平新时代中国特色社会主义思想不深不透,泛泛而学的时候多,深学细照的时候少,特...
【邓小平理论】 日期:2024-03-19
-
 2024年交流发言:强化思想理论武装,增强奋进力量(完整)
2024年交流发言:强化思想理论武装,增强奋进力量(完整)
习近平总书记指出:“一个民族要走在时代前列,就一刻不能没有理论思维,一刻不能没有思想指引。”党的十八大以来,伴随着新时代中国特色社会主义思想在实践中形成发展的历程...
【三个代表】 日期:2024-03-19
-
2024年度镇年度县乡人大代表述职评议活动总结
xx镇20xx年县乡人大代表述职评议活动总结为响应县级人大常委会关于开展县乡两级人大代表述职评议活动,进一步激发代表履职活力,加强代表与人民群众的联系,提高依法履职水平...
【马克思主义】 日期:2024-03-19
-
 “千万工程”经验学习体会(研讨材料)
“千万工程”经验学习体会(研讨材料)
“千万工程”是总书记在浙江工作时亲自谋划、亲自部署、亲自推动的一项重大决策,也是习近平新时代中国特色社会主义思想在之江大地的生动实践。20年来,“千万工程”先后经历...
【三个代表】 日期:2024-03-19
-
 2024年在市政协机关工作总结会议上讲话
2024年在市政协机关工作总结会议上讲话
同志们:刚才,XX同志对市政协机关20XX年工作进行了很好的总结,很精炼,很到位,可以感受到去年机关工作确实可圈可点。XX同志宣读了表彰决定,机关优秀人员代表、先进集体代...
【邓小平理论】 日期:2024-03-18
-
 在全区防汛防涝动员暨河长制工作推进会上讲话提纲【完整版】
在全区防汛防涝动员暨河长制工作推进会上讲话提纲【完整版】
区长,各位领导,同志们:汛期已经来临,我区城区防涝工作面临强大考验,形势不容乐观。年初,区城区防涝排渍指挥部已经召开专题调度会,修订完善应急预案,建立网格化管理机...
【马克思主义】 日期:2024-03-18
-
 2024年镇作风整治工作实施方案(完整文档)
2024年镇作风整治工作实施方案(完整文档)
XX镇作风整治工作实施方案为深入贯彻落实党的二十大精神及省市区委深化作风建设的最新要求,突出重点推进干部效能提升,坚持不懈推动作风整治工作纵深发展,根据《关于印发《2...
【毛泽东思想】 日期:2024-03-18
-
2024市优化法治化营商环境规范涉企行政执法实施方案【优秀范文】
xx市优化法治化营商环境规范涉企行政执法实施方案为持续优化法治化营商环境,激发市场主体活力和社会创造力,规范行政执法行为,创新行政执法方式,提升行政执法质效,着力解...
【毛泽东思想】 日期:2024-03-18
-
 2024年度关于开展新一轮思想状况摸底排查工作通知(完整)
2024年度关于开展新一轮思想状况摸底排查工作通知(完整)
关于开展新一轮思想状况摸底排查工作的通知为深入贯彻落实关于各地开展干部职工思想状况大摸底大排查情况上的批示要求和改革教育第二次调度会议精神,有针对性做好队伍教育管...
【三个代表】 日期:2024-03-18
-
2024年公路养护中心主任典型事迹材料(完整文档)
“中心的工作就是心中的事业”——公路养护中心主任典型事迹材料**,男,1976年6月出生,1993年参加工作,2000年4月调入**区交通运输局工作,大学本科学历,中共党员,现任**...
【马克思主义】 日期:2024-03-17