装甲钢焊缝区抗弹防护性能初步探讨
华绍春,丁华,王鹏,张玉红,刘正涛,陈大军
(1.火箭军装备部驻重庆地区军事代表室,重庆 400039;
2.西南技术工程研究所,重庆 400039)
装甲车辆是在战场为步兵提供侦查、通信指挥等设备,以及人员运输、火力支援的机动平台,需具备优良的越野机动、防护和火力打击能力。为满足现代装甲车辆较高的抗弹防护性能要求,当前国内外装甲车辆防护材料主要有金属装甲(包括装甲钢、铝合金、钛合金等)、防弹玻璃、陶瓷、芳纶纤维、PE 纤维等[1]。其中,装甲钢板因硬度高、塑性好,性能均衡,抗侵彻能力、抗冲击和抗崩落效果好,在现代装甲车辆中运用广泛[2]。装甲钢结构通常采用铸造、焊接、铆接等方式成型,其中,焊接具有工艺简单、效率高、成本低等优势,目前国内外金属装甲车辆车体大多采用焊接结构[3],但装甲钢结构焊接过程中热量输入造成连接部位组织状态发生变化,焊缝区残余应力大,强度、硬度等力学性能相较于母材有一定程度降低,对装甲车辆整体抗弹防护性能有不利影响[3]。李晓源等[4]采用12.7 mm 穿甲燃烧弹对厚度为18 mm 不同抗拉强度的40CrNi2Mo 钢板进行抗弹性能测试,结果表明,随抗拉强度增大,抗弹性能总体呈增大趋势。时捷等[5]采用53 式7.62 mm WO-109C 穿甲燃烧弹射击10 mm厚不同硬度的Cr-Ni-Mo 装甲钢板,结果表明,随钢板硬度增大,弹丸开坑扩孔消耗的能量增大,弹丸消耗的塑性扩孔功提高,钢板抗弹性能获得相应提升,但硬度过高可能引发冲塞破坏、钢板崩落式破坏等,从而导致抗弹性能下降。此外,有研究表明,钢板硬度对抗弹性能的影响最为显著,主要体现在弹丸侵彻方式和弹丸完整性的影响[6]。
以上研究表明,装甲钢焊缝区因力学性能劣化成为装甲车辆抗弹防护的薄弱点。文中以6252 装甲钢为研究对象,初步探索了装甲钢焊缝区的抗弹防护性能,并从焊接工艺控制、结构优化和加装防护组件等方面进行了装甲车辆抗弹防护能力提升对策研究,为全方位提升装甲车辆抗弹防护能力提供理论支撑。
试验材料选用厚度为4.5 mm 的淬火6252 装甲钢(牌号为30MnMoTiB),化学成分见表1。

表 1 6252 装甲钢化学成分Tab.1 Chemical composition of 6252 armor steel
采用熔化混合气体保护焊(MAG)对6252 装甲钢结构进行焊接,焊接结构见图1。保护气体为Ar(质量分数为0.5%~2.0%)和O2,焊丝采用ER100S-G,直径为1 mm;
焊接电流控制在150~200 A,气体流量为15~20 L/min。
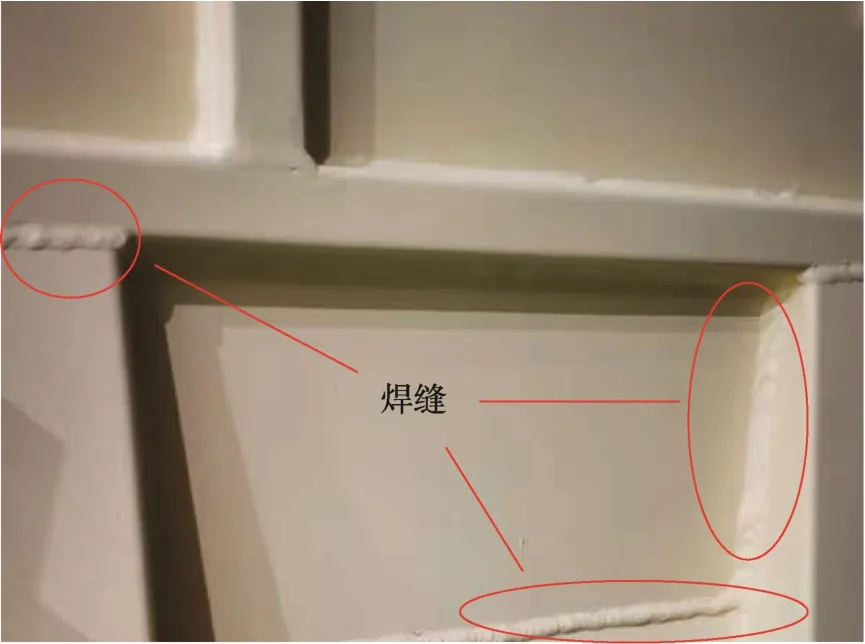
图1 装甲钢焊接结构形式Fig.1 Form of armor steel welding structure
焊后采用线切割取下装甲钢焊接接头金相试样,依次进行砂纸粗磨、精磨和机械抛光,随后经体积分数为 5%的硝酸酒精腐蚀后,在光学显微镜下观察微观组织状态;
采用显微硬度计检测焊接区域显微硬度分布,试验力为0.980 7 N;
利用水刀切割的方式从上述装甲钢板焊缝区位置剖取尺寸为400 mm×400 mm的靶板,采用85 式狙击枪发射53 式7.62 mm 普通钢芯弹对靶板焊缝部位进行射击试验。装甲钢损伤级别参照GJB 59.18—18《装甲车辆试验规程 装甲板抗弹性能试验》执行,如果弹速大于规定速度(820~835 m/s),且未发生击穿视为有效;
如果发生击穿视为无效;
如果弹速低于规定速度,发生击穿视为有效,未发生击穿视为无效。靶试后对弹坑宏观形貌进行观察分析。
2.1 微观组织
装甲钢焊接接头微观组织见图2,接头区域由熔合区、热影响区、母材区组成。熔合区为铁素体、珠光体和板条马氏体的混合组织,该组织具有较好的韧塑性,但强度、硬度较低(图2a);
热影响区为板条状马氏体组织,该组织是焊后快速冷却形成的过饱和固溶体,其硬度高,但脆性大(图2b);
母材区为细小回火马氏体组织,具有较好的强韧性(图2c)。以上结果表明,装甲钢焊接接头受焊接热输入和冷却条件的影响,与母材相比,焊缝区组织存在一定程度的弱化。

图2 装甲钢焊接接头微观组织Fig.2 Microstructure of armor steel welded joint
2.2 显微硬度
已有研究表明,硬度对材料抗弹性能有最为显著的影响。对装甲钢焊接区域开展了显微硬度检测,以焊缝中心作为0 点,向一侧进行连续显微硬度检测,硬度测试点位置见图3。3 件装甲钢板接头显微硬度分布曲线见图4。测试结果表明,距离焊缝中心越远,硬度值越大;
在距离焊缝中心约10.5 mm 时,硬度值急剧上升,此处应当为熔合区与热影响区的交界点,可判断出熔合区宽度约为21 mm,显微硬度值低于312HV;
当距离焊缝中心约23 mm 后,硬度值趋于稳定,此处应当为热影响区与母材区的交界点,可判断出单侧热影响区宽度约为12.5 mm,显微硬度值为312HV~518HV。由此可知,整个装甲钢板接头焊缝区宽度约为46 mm,焊缝区硬度较母材区硬度降低40%以上。

图3 硬度测试点位置Fig.3 Location of hardness test point
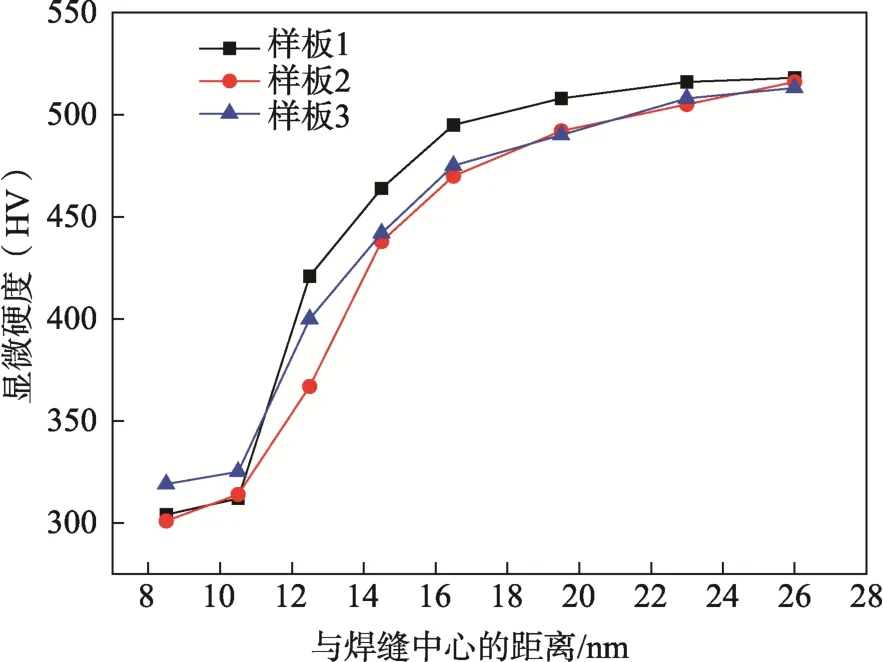
图4 装甲钢板接头一侧显微硬度分布曲线Fig.4 Microhardness distribution curve of armor steel joint side
2.3 抗弹性能
为验证焊接对装甲钢抗弹防护性能的影响,分别对焊缝区(焊缝两侧)和非焊缝区进行了实弹测试。从图5 可以看出,焊缝区着弹后子弹完全穿透靶板,正面冲孔四周出现塑性流动特征且轮廓规则,而着弹点附近靶板整体无明显变形,弹丸侵彻方式为冲塞破坏[7]。图6 为非焊缝区实弹测试情况,着弹点未穿透,正面弹坑呈圆锥形凹陷,靶板背面出现锥形凸起,弹丸侵彻方式为塑性变形扩孔破坏[8]。以上结果表明,与非焊缝区母材相比,靶板焊缝区抗弹防护性能显著减弱。

图5 焊缝区着弹点Fig.5 Impact point in weld zone

图6 非焊缝区着弹点Fig.6 Impact point in non-weld zone
装甲钢焊接结构受热量输入影响,焊缝区组织性能发生劣化,该区域成为装甲车辆抗弹防护的薄弱点,提升接头性能或对焊缝区进行特殊保护是全面提高装甲车辆抗弹防护能力的主要途径[9]。从焊接工艺控制、结构优化、加装防护组件等3 个方面讨论提升装甲车辆焊缝区防护性能的有效对策。
3.1 焊接工艺控制
在焊接热作用下,装甲钢板连接部位发生了熔化、凝固等冶金过程,接头处不可避免地存在晶粒粗大、孔隙、夹杂、残余应力等冶金缺陷,导致其力学性能显著降低。通过有效的工艺措施可以一定程度上缓解焊缝区性能劣化,如:在满足焊缝质量前提下,通过减小焊丝直径和焊接电流等方法减少焊接热输入,可以缩小焊接热影响范围;
其次,焊接时保持移动速度匀速,使整条焊缝受热均匀一致,减小应力集中[10]。
3.2 结构优化
通过对装甲车辆外形结构进行优化设计,可以减小子弹对焊缝区等薄弱点的损坏[11]。可采取的改进方法如下。
1)甲板倾角设计,增加跳弹功能,当子弹以一定倾斜角度入射时,子弹很容易被反弹,弹着角越小,运动速度越大,装甲板表面越光滑、坚硬,则越容易产生跳弹。
2)焊接结构优化布置,焊缝区尽量避开子弹正面入射方向,减小中弹概率。
3)将部分非必须焊接结构改为螺栓连接,减少焊缝数量。
4)优化焊接结构,将必须焊接的支架设计为螺座形式,减少焊缝长度。
3.3 加装防护组件
目前金属装甲车辆在工艺上、结构上均不能完全避免焊接,焊缝区始终存在,对焊缝区进行附加保护是一种解决方案,即在车体抗弹性能薄弱点(焊缝区)通过螺栓连接方法加装防护组件,提高局部防护能力[12]。图7 为车体焊缝外表面加装附加防弹材料后实弹测试的效果,该组件以双层叠加的方式完全覆盖了焊缝区,靶试后着弹点未被穿透,相比不加装防护组件,车体抗弹防护性能获得显著提升。

图7 车辆外部附加装甲实弹测试Fig.7 Live ammunition test of vehicle external additional armor
1)6252 装甲钢接头焊缝区宽度约为46 mm,焊缝中心硬度低于312HV,较母材区硬度降低40%以上。
2)靶试后焊缝区着弹点完全穿透,而非焊缝区未被穿透且弹坑呈圆锥形凹陷,焊缝区的抗弹性能较母材区的显著衰减。
3)为提升装甲车辆抗弹防护能力,对焊缝区薄弱点从焊接工艺控制、结构优化、加装防护组件3 个方面进行讨论,并提出防护对策。随着现代装甲车辆轻量化要求越来越高,焊接结构应用越来越广泛,车辆防护面临新的挑战,还需在防护方式、防护手段等方面进行更加深入的探索和研究。
猜你喜欢 靶板硬度钢板 Cr12MoV冷作模具钢热处理工艺及性能分析*模具制造(2022年6期)2022-07-26双钢板与锁定钢板在复杂肱骨近端骨折治疗中的疗效比较昆明医科大学学报(2022年2期)2022-03-29探讨拉森钢板桩在市政工程基坑支护中的应用建材发展导向(2021年20期)2021-11-20钨球破片撞击指控装备毁伤效应研究兵器装备工程学报(2021年6期)2021-07-13钨合金弹侵彻运动双层靶板的数值模拟研究兵器装备工程学报(2020年10期)2020-11-05平头破片侵彻中厚Q235靶板的破坏模式研究兵器装备工程学报(2020年7期)2020-08-05电磁轨道炮超高速弹丸侵彻靶板仿真研究舰船科学技术(2020年1期)2020-03-09神农耕而作陶 黑陶高平之地的温度与硬度炎黄地理(2017年10期)2018-01-31SA—387Gr11C12钢板(6=88mm)厚压裂原因分析科技经济市场(2017年4期)2017-07-06骨折手术的钢板 可以不拆吗大家健康(2016年8期)2016-12-26- 范文大全
- 说说大全
- 学习资料
- 语录
- 生肖
- 解梦
- 十二星座
-
主题党日活动交流发言8篇
主题党日活动交流发言8篇主题党日活动交流发言篇13月13日,东城区党史学习教育动员大会召开。市委
【活动总结】 日期:2022-12-23
-
2022年4月主题党日活动记录范文15篇
2022年4月主题党日活动记录范文15篇2022年4月主题党日活动记录范文篇1一个崇尚阅读的民族,必然精神饱满、意气风发、活力四射。习近平总书记强调:“学习
【活动总结】 日期:2022-08-01
-
家乡赋|最美的家乡赋
家乡赋 孙传志 今安康市,白河双丰镇,吾之家乡也。三环沃土,山水环抱。其北依山,山系五岭,山
【调研报告】 日期:2020-04-01
-
【人教版1-6年级数学上册知识点精编】1-6年级数学人教版教材
人教版二年级数学上册知识点汇总第一单元长度单位一、米和厘米1、测量物体的长度时,要用统一的标准去测量
【调研报告】 日期:2020-11-08
-
党支部1-12月全年主题党日活动计划表
2022年党支部主题党日活动计划表序号活动时间活动方式活动内容12022年1月专题学习研讨集中观看2022年新年贺词,积极开展学习研讨交流。组织生活会组织党员认真对照党章...
【活动总结】 日期:2022-10-14
-
2022年2月份主题党日活动记录5篇
2022年2月份主题党日活动记录5篇2022年2月份主题党日活动记录篇1尊敬的党组织:在今年的开学初,本人积极参加教研室组织的教研活动,在学校教研员的指
【活动总结】 日期:2022-08-12
-
2023年平安校园建设方案13篇
平安校园建设方案“平安校园”创建工作,我们幼儿园全体教职员工一直把它当作头等大事来抓。领导高度重视,以“平安校园”创建活动为抓手,建立和规范校园安全工作机制
【规章制度】 日期:2023-11-02
-
医院最佳主题党日活动11篇
医院最佳主题党日活动11篇医院最佳主题党日活动篇1 医院最佳主题党日活动篇2为隆重纪念中国共产党成立100周年,进一步巩固党的群众路线教育实践活动成果,切实
【活动总结】 日期:2022-10-29
-
主题党日活动记录202210篇
主题党日活动记录202210篇主题党日活动记录2022篇12021年是中国共产党成立100周年,为广泛开展爱国主义宣传教育,铭记党的历史,讴歌党的光辉历程,
【活动总结】 日期:2022-08-02
-
南京大屠杀国家公祭日悼念文案句子11篇
南京大屠杀国家公祭日悼念文案精选句子1、惟有民魂是值得宝贵的,惟有他发扬起来,中国才有真进步。——鲁迅2、我爱我的祖国,爱我的人民,离开了它,离开了他们,我
【企划文案】 日期:2023-10-20
-
正式的晚宴邀请函 公司晚宴邀请函
尊敬的先生 女士: 我公司谨定于xxxx年xx月xx日xx:xx在xxxx店隆重举行xx市xx届xxxx晚宴(宴会地址:xx区xx路xxxx) 敬请届时光临!xxxxxx集团股份有限公司xxxx有限公司敬邀xxxx年xx月xx日
【简历资料】 日期:2019-08-03
-
《国行公祭,为佑世界和平》课文原文阅读_国行公祭为佑世界和平每段段意
国行公祭,为佑世界和平钟声“国行公祭,法立典章。铸兹宝鼎,祀我国殇。”侵华日军南京大屠杀遇难同胞纪念
【简历资料】 日期:2020-11-28
-
一年级新学期目标简短_一年级学生新学期打算
新学期到了,我是一年级下册的小学生了。 上课的时候,我要认真学习,不做小动作,认真听讲。我要认真学习,天天向上,努力学习,耳朵要听老师讲课,眼睛要瞪得大大的看老...
【简历资料】 日期:2019-10-26
-
[信访复查复核制度作用探讨]信访复查复核有用吗
作为我国特有的一项制度,信访制度的出现并长期存在不是偶然的,虽然一些法学专家认为信访制度具有“人治”
【职场指南】 日期:2020-02-16
-
[党员干部2019年主题教育个人问题检视清单及整改措施2篇] 党员干部
2019年主题教育问题检视清单及整改措施根据主题教育领导小组办公室《关于认真做好主题教育检视问题整改
【求职简历】 日期:2019-11-08
-
红旗颂朗诵稿原文【《红旗颂》朗诵词】
《红旗颂》朗诵词 女:晴空万里,红旗飘扬, 六十载风云,我们昂首阔步。 男:六十个春秋,
【职场指南】 日期:2020-02-16
-
网络维护工作内容_(精华)国家开放大学电大专科《网络系统管理与维护》形考任务1答案
国家开放大学电大专科《网络系统管理与维护》形考任务1答案形考任务1理解上网行为管理软件的功能【实训目
【职场指南】 日期:2020-07-17
-
党委会与局长办公会的区别_局长办公会制度
为进一步加强xxx局工作的规范化、制度化建设,提高行政效能,规范议事程序,特制定本制度。一、会议形式1、局长办公会议由局长、副局长参加。由局长召集和主持。根据工作需要...
【求职简历】 日期:2019-07-30
-
如何凝心聚力谋发展【坚定信心谋发展凝心聚力促跨越】
当前,清河正处于在苏北实现赶超跨越基础上全面腾飞的战略机遇期,处于在全市率先实现全面小康基础上率先实
【简历资料】 日期:2020-03-17
-
《铁拳砸碎“黑警伞”》警示教育片观后感
影片深刻剖析了广西北海市公安局海西派出所原所长张枭杰蜕变堕落的轨迹。观看警示教育片后,做为一名党员教
【简历资料】 日期:2020-08-17
-
县政府信息公开办工作情况汇报
下面是小编为大家整理的县政府信息公开办工作情况汇报文
【其他范文】 日期:2022-09-01
-
对篮球比赛中守转攻的分析研究
叶嘉伟【摘要】篮球运动在中国已发展多年,并得以迅速发展,因为篮球运动具有竞技性、对抗性、观赏性,一直
【其他范文】 日期:2022-12-30
-
机关作风专项监督检查工作方案
为坚决贯彻落实习近平总书记关于进一步纠正四风、加强作风建设的重要指示精神,推动中央八项规定及实施细则精神在我区落地生根,按照市委、市纪委和区委统一部署,开展对形式...
【其他范文】 日期:2022-09-20
-
[新部编版五年级上语文《口语交际:父母之爱》优质课教学设计]部编本五年级上册语文口语交际
口语交际:父母之爱1 在交流与沟通中理解什么是真正的父爱、母爱,建议父母改进教育方法。2 学会主动与
【礼仪】 日期:2020-03-24
-
液相色谱-质谱法高精准检测兽肉中莱克多巴胺
黄永生,叶夏声,何玉榆,黄婷,陈彤*(1 深圳市农产品质量安全检验检测中心,广东深圳518000;2
【其他范文】 日期:2023-01-24
-
数字经济“标杆”,未来已来
文|王哲陈晴互联网、人工智能、大数据、元宇宙所代表的数字新技术、新成果、新应用正以更加澎湃的速度向我
【其他范文】 日期:2023-01-09
-
珍惜时间的国旗下演讲稿【勇战严寒-珍惜时间,,四三班,国旗下展演】
勇战严寒珍惜时间勤奋学习尊敬的老师、亲爱的同学们:大家上午好!我是,今天我们四三班国旗下演讲的题目是
【毕业论文】 日期:2020-04-16
-
【2021公务员个人工作总结「三」】
2021公务员个人工作总结【三】撰写人:___________日期:___________2021公
【口号大全】 日期:2021-04-14
-
2023年国企年度民主生活会班子对照检查材料
按照2022年度民主生活会的方案部署和通知要求,**班子采取集中学习与个人自学相结合的方式,巩固学习党的二十大报告和党章,认真学习习近平总书记在党的二十届一中全会上的重...
【其他范文】 日期:2023-08-12
-
RCEP背景下高职院校国际化人才培养路径研究
柯丽菲,赖敏(一)研究背景我国的改革开放持续深化推进,2022年1月1日,随着RCEP的正式生效,世
【其他范文】 日期:2023-03-25
-
军转座谈会交流发言4篇
军转座谈会交流发言4篇军转座谈会交流发言篇1大家好,我叫贺丽,2015届选调生,来自康定市委组织部,现在省委编办跟班学习。今天,非常荣幸向大家汇报我的学习收
【发言稿】 日期:2022-10-27
-
12岁生日小寿星发言4篇
12岁生日小寿星发言4篇12岁生日小寿星发言篇1各位来宾、各位朋友:大家好!今天,我们欢聚在这里,共同庆祝**十二周岁生日。首先,我代表**的父母以
【发言稿】 日期:2022-07-31
-
党内警告处分表态发言14篇
党内警告处分表态发言14篇党内警告处分表态发言篇1尊敬的各位领导、同事们:大家上午好!刚才会上宣布了党委关于我任职的决定,我首先衷心感谢党委的信任和
【发言稿】 日期:2022-09-13
-
党内警告处分党员讨论发言3篇
党内警告处分党员讨论发言3篇党内警告处分党员讨论发言篇1大家好!作为新时期的一名大学生,认真学习、深刻领会、全面贯彻省党代会精神,是当前和今后一个时期重
【发言稿】 日期:2022-08-07
-
廉政大会总结发言稿7篇
廉政大会总结发言稿7篇廉政大会总结发言稿篇1各位领导,同志们:根据会议安排,我就党风廉政建设工作做表态发言,不妥之处,请批评指正。一、提高认识,切实
【发言稿】 日期:2022-10-30
-
被约谈的表态发言8篇
被约谈的表态发言8篇被约谈的表态发言篇1各位领导、各位党员大家好:这天我能站在鲜红的党旗下,
【发言稿】 日期:2022-12-24
-
破冰提能大讨论个人发言4篇
破冰提能大讨论个人发言4篇破冰提能大讨论个人发言篇1党史学习教育开展以来,我坚持读原著、学原文、悟原理。今天,根据会议安排,现在我就“学史明理”主题谈几点个
【发言稿】 日期:2022-10-09
-
巡察整改专题民主生活会总结发言8篇
巡察整改专题民主生活会总结发言8篇巡察整改专题民主生活会总结发言篇1按照区委统一部署和纪监委、巡察办关于召开党史学习教育专题组织生活会的工作安排,近期我紧贴
【发言稿】 日期:2022-10-12
-
我最敬佩的人开头_我敬佩的一个人作文20篇2020年
我敬佩的一个人作文20篇 我敬佩的一个人作文一): 我身边有很多值得我们敬佩的人,但我最敬佩的一
【发言稿】 日期:2020-11-10
-
纪委书记工作表态发言4篇
纪委书记工作表态发言4篇纪委书记工作表态发言篇1在镇党委政府正确领导下,在全村干部和群众的共同努力下,紧紧围绕建设社会主义新农村工作为重点,尽职尽责,与时俱
【发言稿】 日期:2022-09-30
-
学习周永开先进事迹心得体会3篇
学习周永开先进事迹心得体会【一】通过学习周永开老先生先进事迹后,结合自己工作思考,感慨万千。同样作为
【格言】 日期:2021-04-10
-
最满意的三项工作200字【最新党办公务员副主任提拔考察个人三年思想工作总结报告】
党办公务员个人三年工作总结近三年来,本人在组织、领导的关心指导和同事们的团结协作下,尽快完成主角的转
【格言】 日期:2021-02-26
-
XX老干局推进党建与业务深度融合发展工作情况调研报告:党建调研报告
XX老干局推进党建与业务深度融合 发展工作情况的调研报告 党建工作与业务工作融合发展始终是一个充满生
【成语大全】 日期:2020-08-28
-
中国共产党第三代中央领导集体的卓越贡献
中国共产党第三代中央领导集体的卓越贡献 --------------继往开来铸就辉煌 【摘要】改
【成语大全】 日期:2020-03-20
-
信息技术2.0能力点 [全国中小学教师信息技术应用能力提升工程试题题库及参考答案「精编」]
全国中小学教师信息技术应用能力提升工程试题题库及答案(复习资料)一、判断题题库(A为正确,B为错误)
【格言】 日期:2020-11-17
-
党建工作运行机制内容有哪些_构建基层党建工作运行机制探讨
党的基层组织是党在社会基层组织中的战斗堡垒,是党的全部工作和战斗力的基础。加强和改进县级以下各类党的
【经典阅读】 日期:2020-01-22
-
电大现代教育原理_最新国家开放大学电大《现代教育原理》形考任务2试题及答案
最新国家开放大学电大《现代教育原理》形考任务2试题及答案形考任务二一、多项选择题(共17道试题,共3
【成语大全】 日期:2020-07-20
-
集合推理_七,推理与集合
七推理与集合1 期中考试数学成绩出来了,三个好朋友分别考了88分,92分,95分。他们分别考了多少分
【名人名言】 日期:2020-12-18
-
基层党务工作基本内容_党建基本工作有哪些
党建基本工作有哪些(一) 基层党建工作包括哪些内容 选择了大学生村官这条路,你就与农村基层党
【名人名言】 日期:2020-08-06
-
[人生赠言]城隍庙人生赠言注释
人之相惜惜于品,人之相敬敬于德,人之相交交于情,人之相随随于义,人之相拥拥于礼,人之相信信于诚,人之相伴伴于爱! 人生的确很累,看你如何品味,每天多寻欢乐,烦...
【格言】 日期:2019-07-14
-
关于三农工作重要论述心得体会3篇
关于三农工作重要论述心得体会3篇关于三农工作重要论述心得体会篇1习近平总书记指出:“建设现代化国家离不开农业农村现代化,要继续巩固脱贫攻坚成果,扎实推进乡村
【学习心得体会】 日期:2022-10-29
-
【福生庄隧道坍塌处理方案】 福生庄隧道在哪里
(呼和浩特铁路局大包电气化改造工程指挥部,内蒙古呼和浩特010050)摘要:文章介绍了福生庄隧道
【学习心得体会】 日期:2020-03-05
-
五个一百工程阅读心得体会13篇
五个一百工程阅读心得体会13篇五个一百工程阅读心得体会篇1凡益之道,与时偕行。在全国网络安全和信
【学习心得体会】 日期:2022-12-07
-
城管系统警示教育心得体会9篇
城管系统警示教育心得体会9篇城管系统警示教育心得体会篇1各党支部要召开多种形式的庆七一座谈会,组织广大党员进行座谈,回顾党的光辉历程,畅谈党的丰功伟绩,
【学习心得体会】 日期:2022-10-09
-
发展对象培训主要内容10篇
发展对象培训主要内容10篇发展对象培训主要内容篇1怀着无比激动的心情,我有幸参加了__新区区委党校20__年第四期(区级机关)党员发展对象培训班。这次的学习
【培训心得体会】 日期:2022-09-24
-
扶眉战役纪念馆心得体会11篇
扶眉战役纪念馆心得体会11篇扶眉战役纪念馆心得体会篇1有那么一段历史,低诉着血和泪的故事,慢慢地,随岁月老去;有那么一群人,放弃了闲逸的人生,辗转奔波中
【学习心得体会】 日期:2022-08-03
-
凝聚三种力量发展全过程人民民主心得体会12篇
凝聚三种力量发展全过程人民民主心得体会12篇凝聚三种力量发展全过程人民民主心得体会篇1新民主主义革命是指在帝国主义和无产阶级革命时代,殖民地半殖民地国家中的
【学习心得体会】 日期:2022-08-31
-
2022年全国检察长会议心得7篇
2022年全国检察长会议心得7篇2022年全国检察长会议心得篇1眼睛是心灵上的窗户,我们通过眼睛才能看到世间万物,才能看到眼前这美好的一切。拥有一双明亮的眼
【学习心得体会】 日期:2022-10-31
-
全面从严治党的心得体会800字7篇
全面从严治党的心得体会800字7篇全面从严治党的心得体会800字篇1中国特色社会主义是我们党领导
【学习心得体会】 日期:2022-12-14
-
教师全国两会精神学习专题研讨交流材料6篇
教师全国两会精神学习专题研讨交流材料6篇教师全国两会精神学习专题研讨交流材料篇1通过对两会精神深入系统的学习,作为新一代的青年人,更应该严格要求自己,贯彻落
【教师心得体会】 日期:2022-08-11
-
 2024年主题教育民主生活会批评与自我批评意见(38条)(范文推荐)
2024年主题教育民主生活会批评与自我批评意见(38条)(范文推荐)
2023年主题教育民主生活会六个方面个人检视、相互批评意见:1 理论学习系统性不强。学习习近平新时代中国特色社会主义思想不深不透,泛泛而学的时候多,深学细照的时候少,特...
【邓小平理论】 日期:2024-03-19
-
 2024年交流发言:强化思想理论武装,增强奋进力量(完整)
2024年交流发言:强化思想理论武装,增强奋进力量(完整)
习近平总书记指出:“一个民族要走在时代前列,就一刻不能没有理论思维,一刻不能没有思想指引。”党的十八大以来,伴随着新时代中国特色社会主义思想在实践中形成发展的历程...
【三个代表】 日期:2024-03-19
-
2024年度镇年度县乡人大代表述职评议活动总结
xx镇20xx年县乡人大代表述职评议活动总结为响应县级人大常委会关于开展县乡两级人大代表述职评议活动,进一步激发代表履职活力,加强代表与人民群众的联系,提高依法履职水平...
【马克思主义】 日期:2024-03-19
-
 “千万工程”经验学习体会(研讨材料)
“千万工程”经验学习体会(研讨材料)
“千万工程”是总书记在浙江工作时亲自谋划、亲自部署、亲自推动的一项重大决策,也是习近平新时代中国特色社会主义思想在之江大地的生动实践。20年来,“千万工程”先后经历...
【三个代表】 日期:2024-03-19
-
 2024年在市政协机关工作总结会议上讲话
2024年在市政协机关工作总结会议上讲话
同志们:刚才,XX同志对市政协机关20XX年工作进行了很好的总结,很精炼,很到位,可以感受到去年机关工作确实可圈可点。XX同志宣读了表彰决定,机关优秀人员代表、先进集体代...
【邓小平理论】 日期:2024-03-18
-
 在全区防汛防涝动员暨河长制工作推进会上讲话提纲【完整版】
在全区防汛防涝动员暨河长制工作推进会上讲话提纲【完整版】
区长,各位领导,同志们:汛期已经来临,我区城区防涝工作面临强大考验,形势不容乐观。年初,区城区防涝排渍指挥部已经召开专题调度会,修订完善应急预案,建立网格化管理机...
【马克思主义】 日期:2024-03-18
-
 2024年镇作风整治工作实施方案(完整文档)
2024年镇作风整治工作实施方案(完整文档)
XX镇作风整治工作实施方案为深入贯彻落实党的二十大精神及省市区委深化作风建设的最新要求,突出重点推进干部效能提升,坚持不懈推动作风整治工作纵深发展,根据《关于印发《2...
【毛泽东思想】 日期:2024-03-18
-
2024市优化法治化营商环境规范涉企行政执法实施方案【优秀范文】
xx市优化法治化营商环境规范涉企行政执法实施方案为持续优化法治化营商环境,激发市场主体活力和社会创造力,规范行政执法行为,创新行政执法方式,提升行政执法质效,着力解...
【毛泽东思想】 日期:2024-03-18
-
 2024年度关于开展新一轮思想状况摸底排查工作通知(完整)
2024年度关于开展新一轮思想状况摸底排查工作通知(完整)
关于开展新一轮思想状况摸底排查工作的通知为深入贯彻落实关于各地开展干部职工思想状况大摸底大排查情况上的批示要求和改革教育第二次调度会议精神,有针对性做好队伍教育管...
【三个代表】 日期:2024-03-18
-
2024年公路养护中心主任典型事迹材料(完整文档)
“中心的工作就是心中的事业”——公路养护中心主任典型事迹材料**,男,1976年6月出生,1993年参加工作,2000年4月调入**区交通运输局工作,大学本科学历,中共党员,现任**...
【马克思主义】 日期:2024-03-17